

以下是:復興57*3.0聲測管源頭廠家的產品參數
小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 范圍 供應范圍覆蓋江西省 宜春市 南昌市、景德鎮市、九江市、贛州市、萍鄉市、新余市、吉安市、上饒市、撫州市 袁州區、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、樟樹市、高安區等區域。 復興57*3.0聲測管源頭廠家,鑫億呈鋼管(宜春市分公司)為您提供復興57*3.0聲測管源頭廠家的資訊,聯系人:劉經理,發貨地:新華區。 江西省,宜春市 宜春市是2004年中華人民共和國第五屆農民運動會、2009年央視中秋晚會以及每年一度月亮文化節舉辦地,享有“月亮之都”、“亞洲鋰都”之稱,先后獲中國宜居城市、中國旅游城市、全國綠化模范城市、森林城市等稱號。宜春市交通便利,有鐵路6條,高速公路10條,境內縣縣通高速,宜春明月山機場通航18個城市。
不要猶豫,花一分鐘時間觀看我們的復興57*3.0聲測管源頭廠家產品視頻吧!您將發現更多令人贊嘆的細節和優勢,為您的購買決策提供有力參考。
以下是:復興57*3.0聲測管源頭廠家的圖文介紹
江西宜春鑫億呈鋼管有限公司依靠數字化管理,可變換多種生產 聲測管,注漿管,冷卻管,沉降板模式,能夠高品質、率的解決大批量以及定制化生產要求。我們不斷在 聲測管,注漿管,冷卻管,沉降板領域探求,注重前沿科技、創新和 聲測管,注漿管,冷卻管,沉降板產品研發,江西宜春鑫億呈鋼管有限公司注入源源不絕的新鮮生命力;致力為廣大客戶提供高品質、多元化的專業 聲測管,注漿管,冷卻管,沉降板產品和服務。江西宜春鑫億呈鋼管有限公司成長的過程,就是服務客戶和客戶一起不斷成功的過程。我們用心做好每一件事,滿懷信心迎接每一次的挑戰。
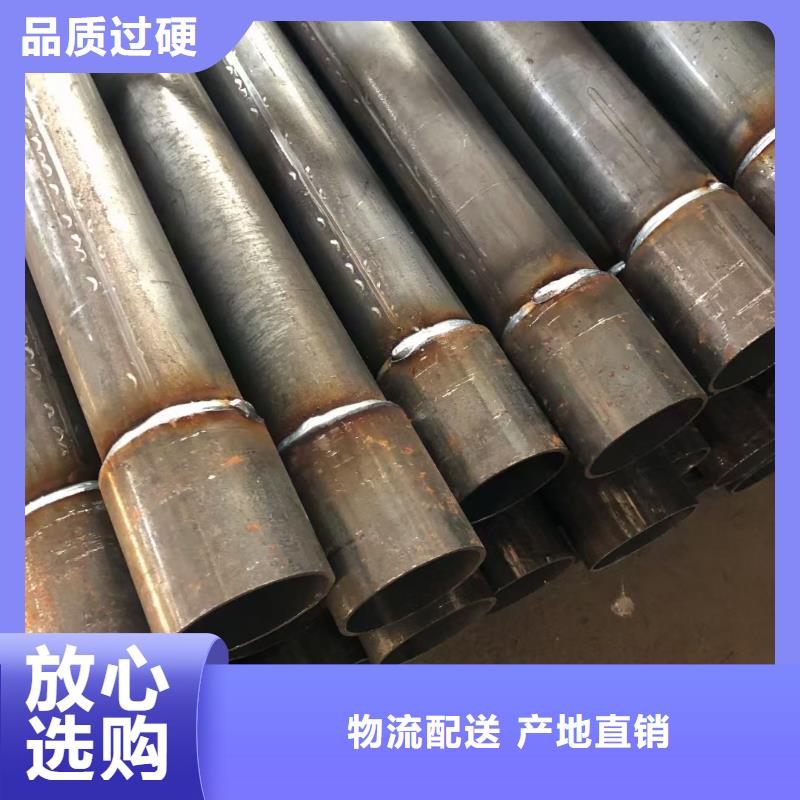
樁基,又叫樁基礎,是工程建筑基礎的一種。樁基礎是一種深基礎,它具有穩定性好、承載力高、沉降量小而均勻、良好的抗震性能、沉降穩定快等優勢。而江西宜春聲測管的作用就是檢測樁基的性能是否達標,讓樁基能更好發揮其承載能力,同時也是間接性增加了樁基的壽命,同時,在事故樁缺陷沖洗與壓漿處理時,江西宜春聲測管也可以作為處理管道,只需采取措施把需要壓漿的缺陷部分的管道打穿即可。樁基在各類建筑工程中已經得到了廣泛的應用,尤其是在高層建筑。為了讓建筑整體能達到預期效果,使建筑的整體杜絕出現方面的問題,就會有進行大量的檢測,更何況樁基部分乃基礎部分,必然會對其更加重視,所以就會大量使用江西宜春聲測管檢測樁基性能是否達標,對樁基進行檢測與維護。江西宜春聲測管中的鉗壓江西宜春聲測管就適合大量應用的場景使用,鉗壓江西宜春聲測管的優勢就是能省去大量的人力物力,不需要傳統方式的焊接,只需用專用的液壓鉗進行鉗壓即可,而且不受惡劣天氣的影響。
江西宜春聲測管對焊接質量有哪些要求:分析江西宜春聲測管廠家在生產中對焊接質量有什么要求:1 輸入熱量因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:N = Ep·Ip式中 N——輸出功率,kW;Ep——屏壓,kV;Ip——屏流,A〔1〕當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。江西宜春聲測管廠家在生產中對焊接質量有什么要求?2 焊接壓力焊接壓力是焊接工藝的主要參數之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結晶而產生焊接。焊接壓力的大小影響著焊縫的強度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強度降低,受力后易開裂;壓力過大時,達到焊接溫度的金屬大部分被擠出,不但降低焊縫強度,而且產生內外毛刺過大或搭焊等缺陷。因此應根據不同的品種規格在實際中求得與之相適應的焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。由于江西宜春聲測管管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動,都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調整擠壓輥之間的距離進行控制,也可以用擠壓輥前后管筒周差來控制。3 焊接速度焊接速度也是焊接工藝主要參數之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在江西宜春聲測管廠家時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區變寬,而且熔化區寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規定值時易產生缺陷。因此在江西宜春聲測管廠家時,應在機組的機械設備和焊接裝置所允許的速度下,根據不同規格品種選擇合適的焊速。4 開口角開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩定性有關,對焊接質量的影響很大。
鑫億呈鋼管有限公司
復興57*3.0聲測管源頭廠家,鑫億呈鋼管(宜春市分公司)專業從事復興57*3.0聲測管源頭廠家,聯系人:劉經理,電話:【18833761560】、【18833761560】,發貨地:新華區,以下是復興57*3.0聲測管源頭廠家的詳細頁面。







