以下是:專業銷售焊接平臺-保量的產品參數專業銷售焊接平臺-保量,偉業五金機械廠(蒙自分公司)為您提供專業銷售焊接平臺-保量產品案例,聯系人:李經理,電話:13603175737、13603175737,QQ:250188005,發貨地:工業開發區。 云南省,紅河哈尼族彝族自治州,蒙自市 蒙自市地處云南低緯高原,屬亞熱帶季風氣候類型。2021年9月,蒙自市被評選為“2021中國西部百強縣市”。2022年6月,蒙自市入選全國青年發展型縣域試點名單。
想了解專業銷售焊接平臺-保量產品的更多信息?一部視頻,讓你輕松get到所有重點!以下是:專業銷售焊接平臺-保量的圖文介紹
鑄鐵T型槽平臺技術要求:1、精度登記為0級-3級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的間距應不小于80mm。
2、平板工作面采用刮削工藝應進行涂色對研檢驗。對研后顯示的接觸點面積按25mm×25mm正方形面積的接觸點數見表3的規定,任意25mm×25mm中的接觸點數之間應不大于25點。
3、平板應采用優質細密的高強度灰口鑄鐵HT200-HT300鑄造而成,工作面硬度為HB170-HB240,經過人工退火600度-700度和自然時效2-3年后,精度穩定,耐磨性能好。
4、平板工作面應采用刮削工藝,對于3級平板工作面也可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術平均偏差值應不大于5um。
5、平板的鑄造表面應型砂且平整,涂漆牢固。
6、平板工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺陷。 7、平板應經過穩定性處理和去磁處理。
檢驗平板用于各種檢驗工作,精度測量用的基準平面用于機床機械檢驗測量基準,檢查,并作精密零件的尺寸精度或行為偏差,并作精密劃線,在機械制造中也是不可缺少的基本工具。
我們在使用檢驗平臺時應防止熱源的影響和酸堿的腐蝕。使用前應將工作面調整到水平位置。大平板增加的輔助支撐點需墊平墊穩,但不可破壞水平面,受力需均勻,以減少自重變形。應避免局部使用過于頻繁而導致磨損過多而不均勻。
我廠始終以“質量為本,誠為魂,合作共盈”原則作為發展宗旨,以“顧客始終滿意”為目標與您攜手并進。 歡迎來電咨詢或來我公司進行考察。
檢驗平臺的鑄件在鑄造出來以后在地坑中要呆上合適的時間,時間的控制要根據平臺的噸位來定,噸位越大在地坑中呆的時間就應該越長,要不鑄件沒有放涼就挖出來輕的是變形,比較重的損失就是鑄件發生斷裂。鑄件要一邊挖一邊進行清砂的工作,清砂形式有人工清砂及拋丸清砂。
人工清砂費用低,有些局部處理的不是很干凈。而拋丸清砂則相反,費用高,檢驗平板表面清理的非常干凈。平板相對兩個側面上,應設置有安裝手柄、吊環等吊裝設施的螺紋孔或圓柱孔。設計吊裝位置時應考慮盡量減少因吊裝而引起的變動。
根據用戶要求,在板工作面上設置螺紋孔或溝槽后,這些部位不應出現高于工作面的凸起現象。
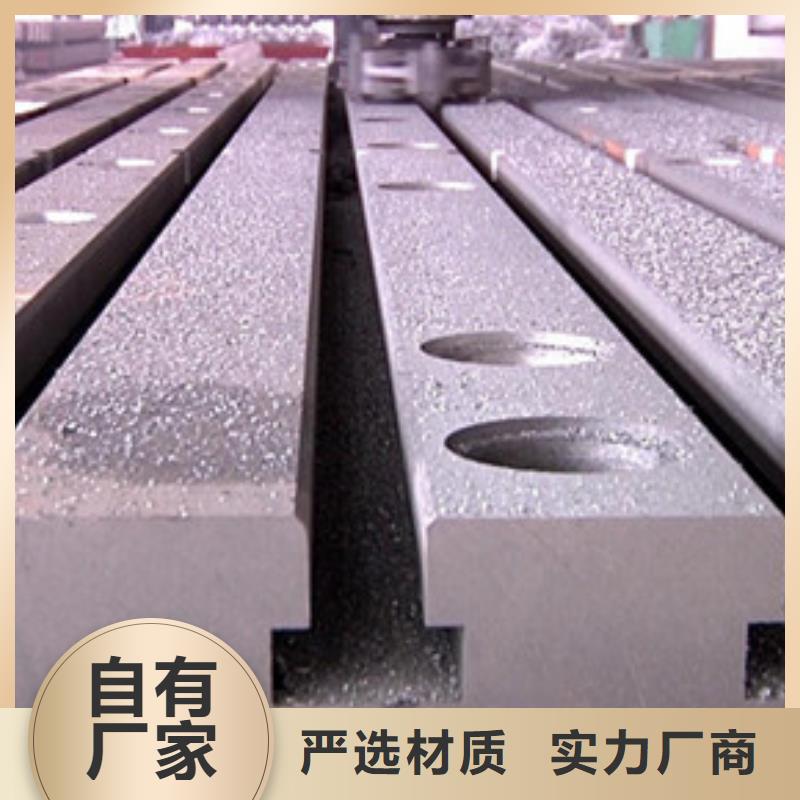
T型槽平臺用來固定工件,是鉗工工人用來調試設備,裝配設備,維修設備的基礎工作平臺。
T型槽平臺規格一般為定做,因為T型槽的使用不同尺寸也不同,所以一般不會備有成品而是進行定做,定做的周期為15-20個工作日。
常規規格的產品的面板是平面,適合重量不是很大的工件的焊接工作,如果重量過大或者要求平臺的上面開T型槽,就要定做加厚的焊接平臺,T型槽的尺寸按照國標的標準進行生產。
T型槽平臺時上面加工出T型槽的平臺,T型槽的作用就是穿進螺絲對需要加工或者焊接的工件進行固定。
鑄鐵專用平臺工作面通常應采用刮削工藝。
對采用刮削加工的3級平板工作面,其表面粗糙度Ra的允許值為5um。鑄鐵平臺按照用途分為基礎平臺、劃線平臺、檢驗平臺、鉚焊平臺、焊接平臺、火工平臺、鉗工平臺、研磨平臺、刮痧平臺、壓沙平臺、試驗工作臺(如:振動試驗工作臺簡稱振動試驗臺)、機床工作臺(如:落地鏜床工作臺)、三座標平臺、模具工作臺、拼裝平臺、也叫裝配平臺)。
檢驗平臺生產灰鑄鐵件時,必須嚴格控制人爐和人包材料的質量,對其成分、塊度及理化性能必須按要求進行檢查和驗收。 鑄鐵鉚焊平板通常采用灰鑄鐵或球墨鑄鐵進行鑄造。
灰鐵被稱為孕育鑄鐵,其以低廉的成本,良好的減震性、耐磨性、機械性能和鑄造性能被廣泛應用于鑄造行業中。要使用灰鑄鐵獲得合格的鑄造坯件,必須經過碾砂-造型-熔煉-澆注-清理-檢查等眾多環節,要保證鑄件的質量就必須控制好鑄造過程中的各個環節。 鑄鐵是一種片狀石墨的灰鑄鐵,只是制造原理同普通鑄鐵不同,增加了過程。
在低碳、硅成份的鐵水中加人適量的孕育劑,以抑制其過度石墨化。一般來說,原鐵水的含碳量在2.8~3.0%之間,由于鑄鐵含碳較低,多以爐料中加人足夠數量的廢鋼。硅的含量在0.9~1.5%之間,以便加大劑的加人量,以提高鑄件機械性能。含硫、錳量分別在0.08~0.12%和0.9~1.2%范圍時,若含錳量過高,鑄鐵中則出現滲碳體。
含磷量小于0.12%,若其含量高,會影響鑄件強度。
嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。
紅河蒙自偉業五金機械廠是一家專業性 焊接平臺公司,本公司坐落于紅河蒙自,主要加工,制作,銷售各種 焊接平臺,是一家實力型的生產經營性企業。目前公司擁有員工130余人,技術力量雄厚,設備,價格合理。集設計、制作、運輸、安裝、售后跟蹤于一體的 服務體系將免除您的后顧之憂。,我們會給您熱情的服務,您會發現,您選擇的不僅是 焊接平臺產品,還是一個有實力,講究誠信的合作伙伴!
您是想要在紅河市蒙自市采購高質量的專業銷售焊接平臺-保量產品嗎?偉業五金機械廠(蒙自分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的專業銷售焊接平臺-保量產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-13603175737,QQ:250188005,地址:《工業開發區》。











