
以下是:選購球墨鑄鐵管認準華夏聯豐鑄造有限公司的產品參數選購球墨鑄鐵管認準華夏聯豐鑄造有限公司,華夏聯豐鑄造有限公司(潞城分公司)為您提供選購球墨鑄鐵管認準華夏聯豐鑄造有限公司,聯系人:高經理,電話:13698652159、13698652159,QQ:,請聯系華夏聯豐鑄造有限公司(潞城分公司),發貨地:城陽區雙元路。 山西省,長治市,潞城區 2022年,潞城區地區生產總值189.2億元,按不變價計算,同比增長4.4%。
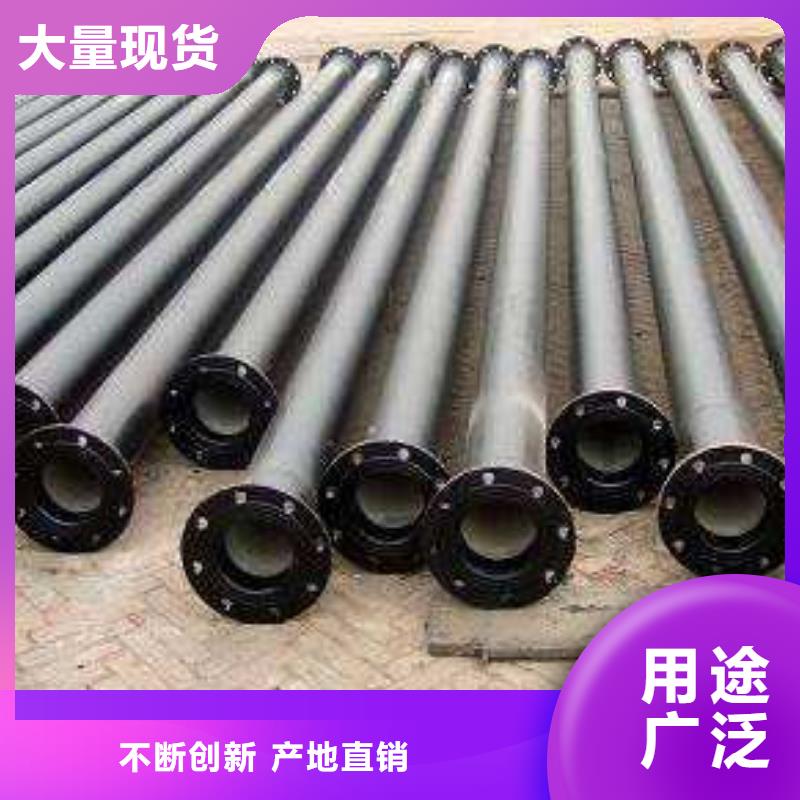
選購球墨鑄鐵管認準華夏聯豐鑄造有限公司視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。以下是:選購球墨鑄鐵管認準華夏聯豐鑄造有限公司的圖文介紹球墨鑄鐵管的用途為什么越來越廣泛 sdhxlf 高經理 球墨鑄鐵管具有鐵的本質、鋼的性能。退火后的球墨鑄鐵管,其金相組織為鐵素體加少量珠光體,機械性能良好,防腐性能優異、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業給水、輸氣,輸油等。 球墨鑄鐵管主要稱之為離心球墨鑄鐵管,它具有鐵的本質、鋼的性能,防腐性能優異、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業給水、輸氣,輸油等。是供水管材的,具有很高的性價比。與PE管材相比,從安裝時間上,球墨管比PE管安裝更簡單快捷,且安裝后內外承壓力更好;從密閉性和防腐性上來看,球墨管安裝后的密閉性更好,也可以通過多種防腐手段提高防腐蝕性能;從水力性能來看,因球墨管規格一般指內徑,PE管規格一般指外徑,因為同等規格條件下,球墨管能實現更大的徑流量;從綜合安裝維護造價來看,球墨管有著更加優越的性價比。內壁噴鋅,水泥沙漿防腐材料等。 球墨鑄鐵管廠家如何提高質量 1、首先是鐵水的溫度要注意控制,溫度過低會容易出現重皮缺陷,溫度過高又會出現氣孔缺陷,所以這一點很難把握,必須嚴格按照生產工藝來進行。 2、在管模方面要注意管模內壁打點的速度以及密度等等,打點過淺、偏稀都不行,保證麻點深度適宜才可以。 3、在生產過程中要調整溜槽的位置,如果溜槽位置較遠就會出現缺陷,所以要檢查設備,必要的時候就要調整溜槽位置。 球墨鑄鐵管打壓試驗步驟專業人士介紹 (1)球墨鑄鐵管試驗前所有管道頂部除接口部位外同填壓實土,厚度不得小于50 cm,所有管亡I采用法蘭盲板封堵,主管道兩側預先焊接預留鋼管,上游為排氣、下游為打壓口。 (2)管采用法蘭盲板封堵后,主管道每側的盲板后用千斤頂(數量及噸位需經計算確定)直接頂到盲板上,千斤頂后座為橫豎雙排枕木,枕木后背是經過夯實的灰土或原狀土。 (3)水壓試驗完成后管道內的水由水泵從為便利的消火栓閥、排氣閥或大壓閥排出。 (4)排氣口選擇在管道的點,在法蘭盲板上焊接一根鋼管,連接雙球閥作為排氣口;進水口沒置在管道偏低的法蘭接口處。打壓口也設置在管道偏低的主管道的法蘭接口處。 (5)加壓泵選用電動壓力泵或手動壓力泵,壓力表安裝在打壓三通口,管道與打壓機之間設置閘閥,用于控制壓力。 (6)管道兩端封堵后緩慢注水,同時將管道內氣體通過排氣閥排出。中間部位的法蘭板待水溢后安裝,充滿水后進行密封檢查。 (7)試壓前將管道充滿水浸泡48小時。 (8)加壓采用電動泵緩慢分級升壓,共分3.5;5;7.5;10四個壓力段,升至試驗壓力(10個壓力)后,停止加壓,保持恒定10分鐘,觀察接頭部位是否有滲水現象,管道強度試驗為合格。
在彎頭和三通處未采用順流配件,增加了水流阻力。或者排水橫管的兩排水口水相向流至兩口間的三通處匯集,從三通的側端承口接管排走,其弊端不僅是水流不順,而且該管段坡度不合理,極易堵塞。宜將此種“頂頭T”的做法改為彎頭加順水三通(是否改為Y三通或TY三通)相錯開,避免不同方向的排水在平面上正交相遇。 二、柔性連接鑄鐵管接頭未留間隙。 工藝規定承插口之間應留約10mm間隙,以利伸縮,操作中多忽略此點而將承插口抵死。應事先作出標記,保證留有間隙。 三、 球墨鑄鐵管地漏常見問題。 使用水封高度小于50mm的不合格地漏易造成干涸和堵塞,喪失隔臭功能。應采用合格產品,為了進一步可靠,宜在地漏下加存水彎。 鐘罩式地漏使用太濫,公共衛生間、大廚房及食堂洗碗槽等場合均用之。這些場所渣滓多,極易堵塞,常需沖洗。建議公共衛生間用格柵加存水彎;大廚房用排水地溝加格柵;食堂洗槽加活動網格渣,做存水彎隔臭并增設隔油裝置;浴室、廚房應采用網框式地漏;家庭廚房可不設地漏。 地漏安裝過高,影響排水功能;安裝過低,影響地面美觀。在安裝排水管承水口前,應確切了解地漏規格和地面裝飾層厚度,計算出排水承口的合理標高。
經常在一些新聞報道中看到某某城市又發生了大面積的供水管道爆水管的情況,導致某個片區大面積的停水,而一些較高樓層居民們的供水也受到了很大的影響。其實大多時候發生這種情況都是因為管件老化所導致的,這也是一件非常令人頭疼的事情,以前市政的供水管道性能遠遠沒有現在這么精良,譬如說現在被廣泛應用于市政供水系統中的球墨鐵鑄管就是經過新技術成產的,性能優越。
不少城市以前埋設的供水管道承壓能力都比較差,而且也不耐磨抗腐蝕性也比較差。現在不少城市都對城市的供水管道進行了改造,全部都采用的這種新的球墨鐵鑄管,管道性能卓越,有鋼一樣的任性,埋設回填管道也不怕,因為其具有很好的承壓能力,通過特殊的防腐處理大大提高了管道的抗腐蝕性,而且成本也很低,所以自然被大大推廣到了各種工程中。
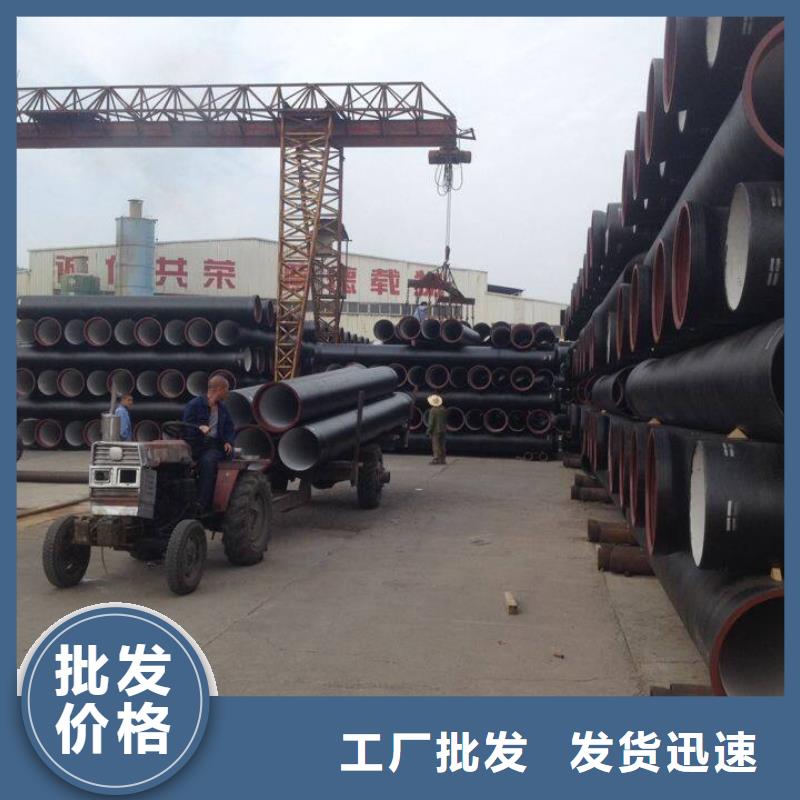
長治潞城華夏聯豐鑄造有限公司占地3000多平方米,專業生產各類 球墨鑄鐵管 為主的廠家。 累積十多年 球墨鑄鐵管制造經驗,以人為本,有一批專業生產人才,員 工300多人,其中技術人員50多人,擁有配套設備和生產技術!
灰口鑄鐵的補焊工藝. 冷焊法. 電弧焊冷焊法就是焊件在焊前不預熱,焊接過程中也不輔助加熱,因此可以加速焊補生產率,降低成本,改善勞動條件,減少焊件因預熱時受熱不均勻而產生的變形和焊件已加工面的氧化.目前冷焊法正在推廣,并迅速發展.但是冷焊法在焊接后因焊縫及熱影響區的冷卻速度很大,極易形成白口組織.此外因焊件受熱不均勻,常形成極大的內應力,會造成裂紋,在冷焊時應注意以下幾點: ① 焊前應徹底清理油污,裂紋兩端要打上裂孔,加工的坡口形狀要保證便于焊補及減少焊件的熔化量。 ② 采用鋼芯或鑄鐵芯的以外的焊條,小直徑焊條應盡量用小的焊接電流,以減少內應力和熱影響區的寬度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷卻后再焊。 ④ 采用分段倒退焊.這樣可以降低拉應力,對防裂有好處。 ⑤每項焊一短焊道后,用圓頭錘沿焊逢向外錘擊。 冷焊焊條按焊后焊縫的可加工性分為兩大類:一類用于焊后不需要機械加工的鑄件,如鋼芯鑄鐵焊條(EZCQ),只適用小型薄壁鑄件剛度不大部位的缺陷焊補;另一類用于焊后需要機械加工的鑄件,如純鎳焊條(EZNi-1)鎳鐵鑄鐵焊條( EZNiFe-1)鎳銅鑄鐵焊條(ENiCu-1)等。 熱焊法 熱焊法是在焊接前將焊件全部或局部加熱到600-700℃,并在焊接過程中保持一定溫度,焊后在爐中緩冷的焊接方法。用熱焊法時,焊件冷卻緩慢,溫度分布均勻,有利于白口組織,減少應力,防止產生裂紋。但熱焊法成本高,工藝復雜,生產周期長,焊接時勞動條件差,因此應盡量少用。 氣焊焊補灰口鑄鐵的補焊工藝: 氣焊火焰溫度比電弧溫度低得多,因而焊件的加熱和冷卻比較緩慢,這對防止灰口鑄鐵在焊接時產生的白口組織和裂紋都很有利。所以用氣焊焊補的鑄件質量一般比較好,因氣焊成為補焊鑄鐵的常用方法。但氣焊與焊條電弧焊相比,焊工的勞動強度高,焊件變形較大,焊補大型鑄件時難以焊透。但由于氣焊鑄件的質量較好,易切削加工,使許多工廠中的中小型灰口鑄件,還是較多用氣焊焊補。 焊前準備 ① 在焊件完畢后,檢查缺陷.焊件上的缺陷可起碼接觀察,也可用10-20倍的放大鏡查找。 ② 裂紋找出后,在裂紋的兩端鉆直徑φ4-6mm的 裂孔,以防止裂紋擴展.焊接灰口鑄鐵時可選用鑄鐵焊絲,絲401A或絲401B. 焊接時氣焊熔劑選用氣劑201,鑄鐵氣焊熔劑熔點為650℃成堿性,能將鑄鐵氣焊時產生的二氧化硅(熔點為1350℃)變為易熔的鹽類.鑄鐵用氣焊熔劑進行灰口鑄鐵補焊時,應選擇較大號的焊炬,以提高焊接頭焰效率,有利于氣孔夾渣等缺陷.焊嘴孔徑可根據焊補處的壁厚確定。 山東華夏聯豐鑄造有限公司
在長治市潞城區采買選購球墨鑄鐵管認準華夏聯豐鑄造有限公司到華夏聯豐鑄造有限公司(潞城分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:高經理-13698652159,QQ:,地址:《城陽區雙元路》。












