
以下是:口碑好的無縫管切割定尺加工廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 q235 產地 山東 規格 各種 顏色 金屬色 品牌 山東恒盈 可定制 是 口碑好的無縫管切割定尺加工廠家,恒盈鋼管廠(膠南分公司)為您提供口碑好的無縫管切割定尺加工廠家,聯系人:楊經理,電話:13869525071、13869525071,QQ:284081230,請聯系恒盈鋼管廠(膠南分公司),發貨地:山東省聊城市開發區匯通國際物流園B-155。 山東省,青島市,膠南 早在5000多年前的大汶口文化時期,境內就有人類生活繁衍。春秋時期,境內有瑯琊、安陵兩城邑。
想要更直觀地感受口碑好的無縫管切割定尺加工廠家產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!以下是:口碑好的無縫管切割定尺加工廠家的圖文介紹
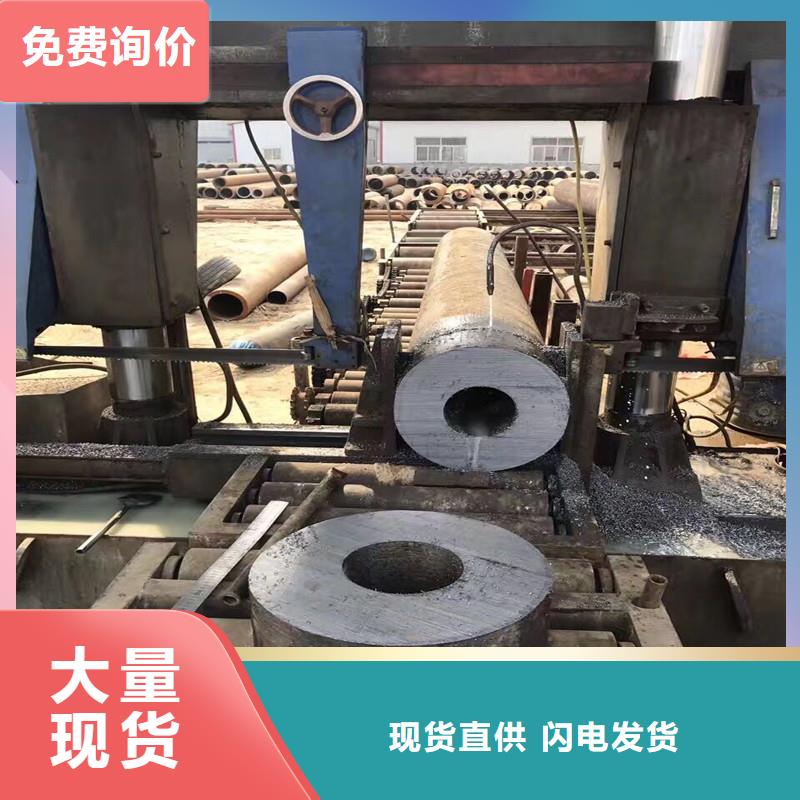
山東恒盈鋼管廠,常用鋼管切割方法。金屬冷鋸切,在金屬鋸切的過程中,鋸片鋸齒鋸切工件時產生的熱量通過鋸齒轉移到鋸屑上,鋸切的工件和鋸片保持冷卻,故名冷鋸。冷鋸和普通傳統的摩擦鋸不同,后者工件和摩擦鋸摩擦,在鋸切過程中造成摩擦鋸和工件溫度很高。冷鋸切的優點:工件精度高,沒有毛刺,減少下道工序的加工強度;工件不會因為摩擦產生的高溫改變材質;操作工人疲勞度低,提高鋸切效率;鋸切過程沒有火花,沒有灰塵,沒有噪音;節能環保
小口徑(0-35mm)(0-50mm)薄壁不銹鋼管,使用不銹鋼專用割管刀35S,65S進行切割,切割后沒有毛刺,而且管口輕內收,特別適合卡壓連接。50mm口徑以上的薄壁不銹鋼管可以采用消防用電動切管機(具體請)進行切割,切口也沒有毛刺。需要注意的是,普通的電動切管機主要是用來切鍍鋅管的,切不銹鋼管好把普通圓刀片換成高速鋼材質的圓刀片。也有人用砂輪機來切割薄壁不銹鋼管,需要注意,必須選用不銹鋼專用切割片。而且切割后必須把切口的毛刺清理干凈才能使用。
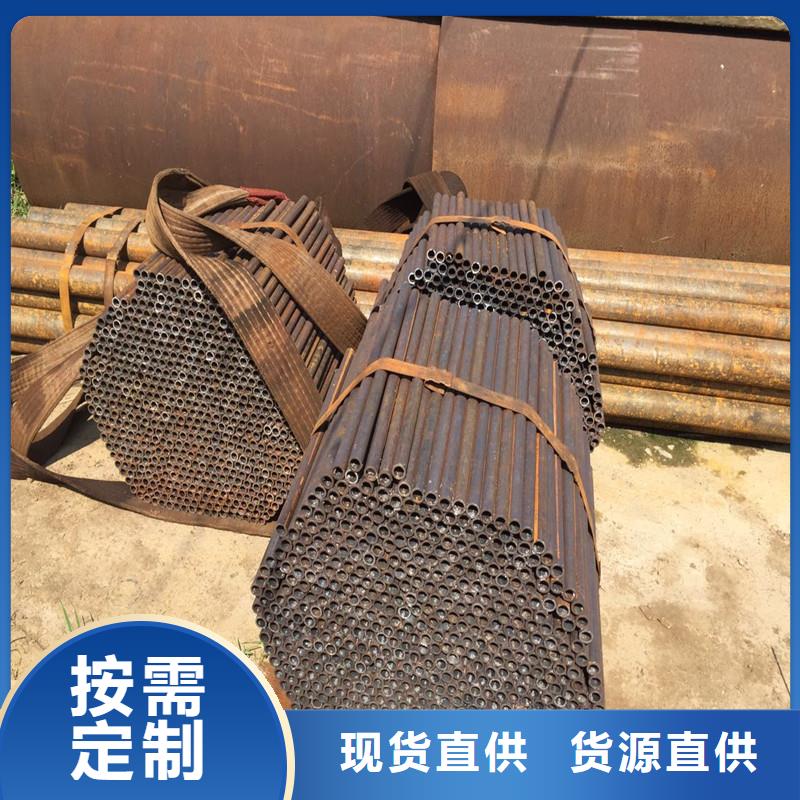
大口徑厚壁無縫鋼管的規格用外徑*壁厚毫米數表示。大口徑厚壁無縫鋼管國內制造廠家:成都無縫鋼管廠、鞍鋼、本鋼、衡陽鋼管廠、上海鋼管廠、天津市無縫鋼管廠、包鋼 大冶鋼廠等。
大口徑厚壁無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋制成。大口徑厚壁無縫鋼管在我國鋼管業中具有重要的地位。據不完全統計,我國現有無縫管生產企業約240多家,大口徑厚壁無縫鋼管機組約250多套,大口徑的厚壁無縫鋼管主要是以它的鋼管的外部口徑來說的,一般外徑在325毫米以上的我們都稱為大口徑鋼管,厚壁呢,一般壁厚在20毫米以上的就可以了, 以下是鋼管的制造過程:鋼管的原料是鋼管坯料,管坯要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題·圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直(其實現在很多的廠家已經不用再矯直機矯直了,而是在鋼管通過軋機就直接達到了它的鋼管本身的直度了)。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選(現在都有激光探測檢驗)。
生產工藝:大口徑厚壁無縫鋼管的制造工藝,屬于大口徑厚壁無縫鋼管的生產方法類。其生產方法是將由電爐煉出的鋼經鋼包精煉、在氬氣保護下下注,下注后的鋼錠經退火、熱切冒口底部,加熱后用立式水壓機沖孔,再用臥式水壓機拔伸、再加熱、拔伸后加熱至900℃左右噴水霧、淬火后回火,經內鏜外扒、內外圓磨削工藝的機加工,無損、外形檢測得產品。用本發明方法可生產出外徑為325-1066.8mm、壁厚25-162mm、長≤8500mm的大口徑厚壁無縫鋼管,本無縫鋼管符合標準,可用作電站用、高壓鍋爐用大口徑厚壁無縫鋼管,及壓力容器筒體、油缸、化學工業用鋼管,離心鑄造管模等。
山東恒盈金屬制品有限公司可切割50mm-1000mm規格無縫管
山東恒盈鋼管廠 厚壁鋼管切割
大口徑厚壁鋼管是一種通過穿孔或熱擴處理后的一種大口徑的厚壁鋼管材料。由于精密鋼管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等優點,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,可以是無縫管。大口徑厚壁鋼管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
大口徑厚壁鋼管采用加工工藝
大口徑厚壁鋼管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高大口徑厚壁鋼管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了大口徑厚壁鋼管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。
大口徑厚壁鋼管
滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。無論用何種加工方法加工,在零件表面總會留下細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
大口徑厚壁鋼管幾大優點:
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°
4、加工后有殘余應力層,提高疲勞強度提高30%。
5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
大口徑厚壁鋼管具有抵抗大氣氧化的能力---即不銹性,同時也具有在含酸、堿、鹽的介質中乃腐蝕的能力---即耐蝕性。但其抗腐蝕能力的大小是 隨其鋼質本身化學組成、加互狀態、使用條件及環境介質類型而改變的。 如304鋼管,在干燥清潔的大氣中,有優良的抗銹蝕能力,但將它移到海濱地區,在含有大量鹽份的海霧中,很快就會生銹了;而316鋼管則表現良好。因此,不是任何一種大口徑厚壁鋼管,在任何環境下都能耐腐蝕, 不生銹的。
青島膠南恒盈鋼管廠批發零售: 無縫鋼管生產切割加工,貨源充足,常備庫存,現貨充足,目前公司客戶遍布全國各地,公司一貫重合同、守信用,在業界內享有較高的商業信譽,且有雄厚的經營實力,能穩健地向客戶提供產品的營銷服務,公司優勢:貨源充足,價格合理,高端服務,寧可一諾不許,許則一諾千金,歡迎新老客戶來電咨詢洽談。
山東恒盈鋼管廠①紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。②直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi③N—0儀:氣體含量分析N、O2.鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺、超聲測厚儀,兩端不少于8點并記錄。②鋼管外徑、橢圓度檢查:卡規、游標卡尺、環規,測出 點、小點。③鋼管長度檢查:鋼卷尺、人工、自動測長。④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。3.鋼管表面質量檢查:①人工肉眼檢查:照明條件、標準、經驗、標識、鋼管轉動。②無損探傷檢查:a.超聲波探傷UT:對于各種材質均勻的材料表面及內部裂紋缺陷比較敏感。標準:GB/T5777-1996級別:C5級b渦流探傷ET:(電磁感應)主要對點狀(孔洞形)缺陷敏感。
傳統退火工藝,退火溫度730℃,保溫13h,再爐冷到650℃以后,出爐空冷。退火新工藝:退火溫度(860±10)℃,保溫45-60min,爐冷到(750±10)℃,保溫3-3.5h,在爐冷至650-660℃以后,出爐堆冷或入保溫坑緩冷。金相組織符合要求:珠光體組織2.5-6級,以4級左右為佳,該工藝提率80%-。65Mn低合金圓鋼必須應具備高的彈性極限和高的屈強比,以避免彈簧鋼在高載荷下產生 變形;同時還要求有良好的淬透性和低的脫碳敏感性,使彈性極限大幅度降低;以及良好的表面質量,在冷熱狀態下容易加工成形和良好的熱處理工藝性。在熱狀態下成型的彈簧熱成型彈簧鋼的熱處理工藝。用這種方法成型彈簧鋼多數是將熱成型和熱處理結合在一起進行的,而螺旋彈簧鋼則大多數是在熱成型后再進行熱處理。這種彈簧鋼的熱處理方式是淬火+中溫回火,熱處理后組織為回火托氏體。這種組織的彈性極限和屈服極限高,并有一定的韌性。
口碑好的無縫管切割定尺加工廠家,恒盈鋼管廠(膠南分公司)專業從事口碑好的無縫管切割定尺加工廠家,聯系人:楊經理,電話:13869525071、13869525071,QQ:284081230,發貨地:山東省聊城市開發區匯通國際物流園B-155,以下是口碑好的無縫管切割定尺加工廠家的詳細頁面。















