以下是:河源市紫金縣電解拋光液經濟實用的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 2000*700*800mm 類型 電解拋光去除焊點毛刺等 品牌 張家港燈鼎科技 型號 DD-805-2000A12V 可定制 是 包裝 普通包裝 范圍 電解拋光液經濟實用供應范圍覆蓋廣東省、河源市、紫金縣、源城區、龍川縣、連平縣、東源縣等區域。 【前海燈鼎】持續拓展產品矩陣,現有源城電解拋光液產地采購、東源電解拋光液高品質誠信廠家、連平電解拋光液極速發貨、龍川電解拋光液保質保量等,滿足不同場景需求。電解拋光液經濟實用,前海燈鼎實業(河源市紫金縣分公司)qhdd970-3為您提供電解拋光液經濟實用,供應服務范圍覆蓋廣東省、河源市、紫金縣、源城區、龍川縣、連平縣、東源縣,聯系人:楚先生。 廣東省,河源市,紫金縣 明隆慶三年(1569)朝廷批準設立永安縣。民國3年(1914年),廣東永安縣改名為紫金縣。1949年5月,隸屬東江專區。1952年改屬粵東行政區,1956年隸屬惠陽專區,1959年改屬汕頭專區,1963年復屬惠陽地區,1988年成為河源市轄縣。
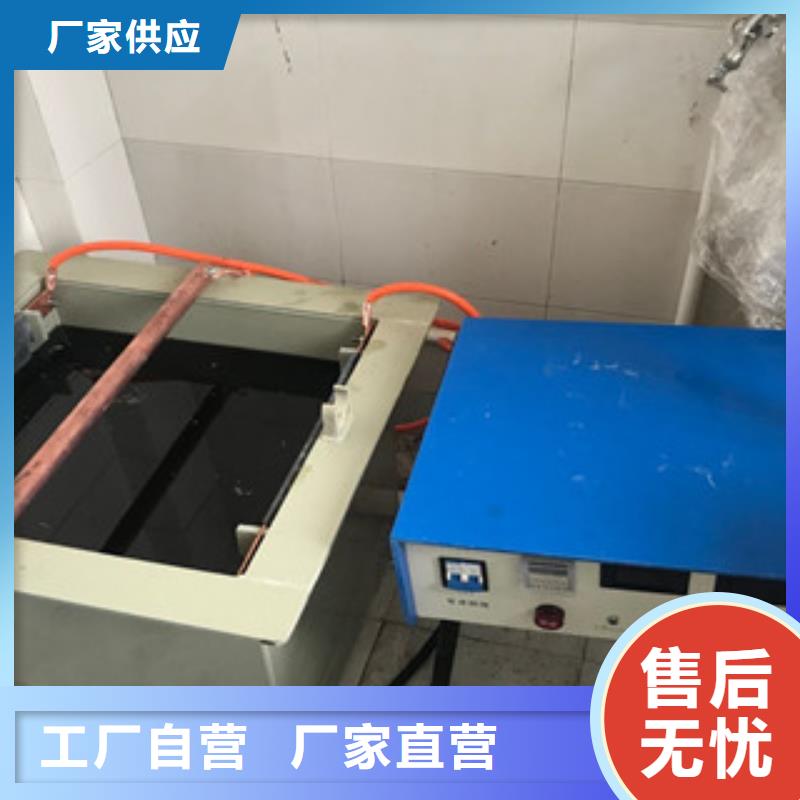
為了讓您更地了解我們的電解拋光液經濟實用,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。以下是:河源紫金電解拋光液經濟實用的圖文介紹
電解拋光注意事項:
1.工件下槽前不能有水跡,否則會使工件上產生麻點。
2.拋光液不可接觸皮膚。
3.作業人員在操作時需要戴好勞動保護用具,必須避免藥液與皮膚的接觸。
4.廢液在排放時需要加入片堿中和到中性(PH值為7)時排放。
5.本產品不燃不爆,但應避免陽光直射,不使用時封好蓋后在45攝氏度以下存放。
如今,公司擁有一批技術精湛的 電解拋光液資深技術人才和洞悉市場走向、服務熱情周到的營銷人才。同時將企業價值觀與經營理念潛移默化的傳遞給每位員工,從而塑造出一支具有高度凝聚力和忠誠度的員工隊伍,正是每一個員工所發揮出來的工作熱情和創造力,為企業的發展提供了源源不斷的動力,打下了更堅實的基礎。
河源紫金前海燈鼎實業有限公司全體員工將以優質的 電解拋光液產品和滿意的服務迎接國內外廣大客戶的光臨。
使用方法:
? 初次使用本品者請詳讀物質數據MSDS說明,無經驗者在我司專業技術人員指引下使用,小批量試作合格再批生產;
? 本品為原液使用,使用前請勿往本品加水稀釋;
? 根據工件加工狀況先去油脫脂,沖水確保表面干凈;
? 建議簡單酸洗(可使用2%~10%的硫酸溶液或者2%鹽酸+3%硝酸溶液),可視情省略。
? 清水(不可用污水或自然水)沖洗,沖凈工件表面酸洗液。
? 加熱電解液至60-70度(不銹鋼),70~80度(不銹鐵),把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在6~10伏左右,拋光0.5~5分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流.以使溶液達到佳狀態.至電解液出現綠色,表明已有一定量的鎳、鉻離子溶入電解液中,拋光效果為佳
★★★★★五星品質保證,張家港市燈鼎投資發展有限公司是一家專業生產電解拋光設備,不銹鋼保險杠電解拋光設備,不銹鋼電解拋光液與一體的公司,自2006年 成立以來,奉行以“誠實服務,譽至上,客戶”、“提供超越客戶預期的唱片與服務”的經營、服務理念,以良心做買賣,堅決杜絕做損 害客戶利益的經營行為,在同行和客戶中樹立了良好的口碑。 廣泛服務于:上海、杭州、南京、濟南、合肥、福州、南昌、廣州、長沙、武漢、鄭州、北京、天津、石家莊、太原、沈陽、哈爾濱、重 慶、成都、貴陽、昆明、西安、蘭州、烏魯木齊鋼鐵常溫發黑劑等服務!覆蓋,五金、電子、工業制造、航天航空等..電解拋光注意事項: 1.工件下槽前不能有水跡,否則會使工件上產生麻點。 2.拋光液不可接觸皮膚。 3.作業人員在操作時需要戴好勞動保護用具,必須避免藥液與皮膚的接觸。 4.廢液在排放時需要加入片堿中和到中性(PH值為7)時排放。 5.本產品不燃不爆,但應避免陽光直射,不使用時封好蓋后在45攝氏度以下存放。
1電解液加熱:加熱溫度到60°加熱管斷電,攪拌均勻后開始電解拋光。斷電后加熱管不要馬上拿出來,否則會燒掉加熱管。也不要連續長時間加熱,容易燒掉加熱管。
2、工件除油:如工件表面有油污,需先進行除油處理,確保工件表面上無殘留油污。
3、水洗:清洗工件表面上的除油劑。
4、工件除焊斑:如工件表面上有焊斑,需先進行除焊斑處理。
5、水洗:清洗工件上的酸洗膏。
6、晾干:可自然風干,確保工件上無殘留的水;
7、電解拋光:需要電解拋光機和一個電解槽以及導電銅材進行連接,加熱電解液至60度左右,把鉛板固定在陰極,需電解拋光的工件掛在陽極,然后調整電壓在8-12伏,拋2-8分鐘取出工件。完成電解拋光。
8、水洗:清洗工件上的電解液
9、堿水洗:內盛5%堿性溶液,中和工件上的電解液。堿性溶液可以使用純堿。
10、再次水洗:需要水洗槽,內盛普通清水。
11、高壓水槍沖洗:徹底清洗工件上的電解液,確保工件上無殘留的電解液。
12、晾干:可自然風干,也可采用吹風設備吹干,整個電解工藝完成。
電解拋光液經濟實用_前海燈鼎實業(河源市紫金縣分公司),聯系人:楚先生,寶安區沙井鎮。