以下是:內蒙古烏海市L290N管線管哪家好的產品參數
產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 范圍 L290N管線管哪家好供應范圍覆蓋內蒙古、呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市等區域。 【開安】持續拓展產品矩陣,現有鄂爾多斯球墨鑄鐵管精選優質材料、錫林郭勒球墨鑄鐵管來圖來樣定制、呼和浩特球墨鑄鐵管規格齊全、包頭球墨鑄鐵管細節決定品質、呼倫貝爾球墨鑄鐵管一件也發貨等,滿足不同場景需求。L290N管線管哪家好,開安管業(烏海市分公司)sdka21166-3為您提供L290N管線管哪家好,供應服務范圍覆蓋內蒙古、呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市,聯系人:夏志明。 內蒙古自治區,烏海市 2022年,烏海市地區生產總值完成803.32億元,比上年增長2.2%。
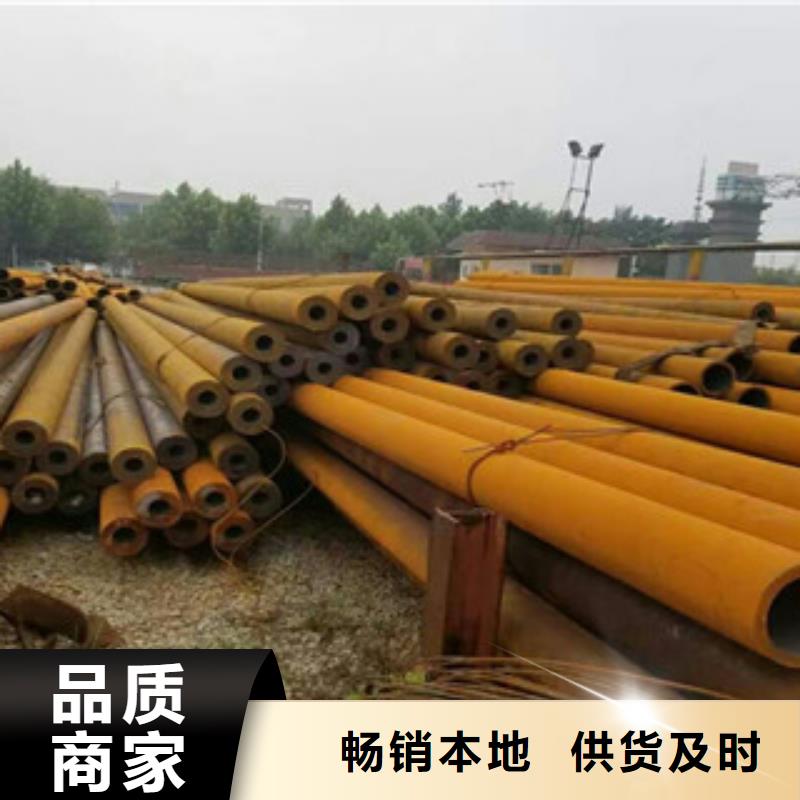
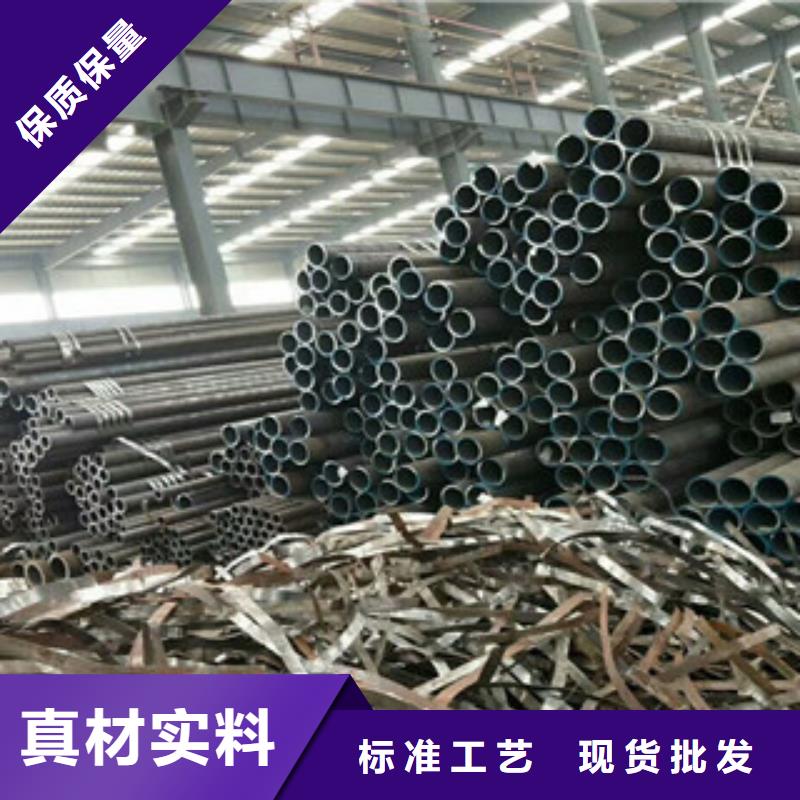
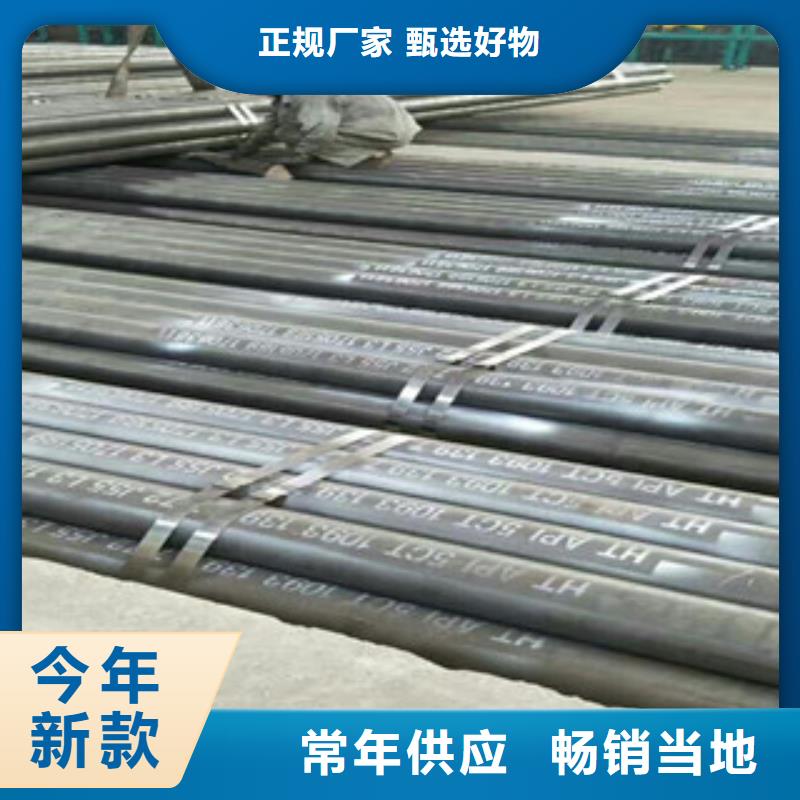
準備好領略L290N管線管哪家好產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。以下是:內蒙古烏海L290N管線管哪家好的圖文介紹
無縫鋼管廣泛用于制造結構件和機械零件,耐壓高、韌性好、簡化制造工序,下面小編給大家分享無縫鋼管的焊接是怎樣的?
1、粗糙的研磨和機加工。研磨和機加工都會造成表面粗糙,留有凹槽,重疊和毛刺等缺陷。每種缺陷也可能使金屬表面損傷到一定深度,以至于受損傷的金屬表面無法通過酸洗,電拋光或噴丸等方法清理掉。粗糙表面能夠成為發生腐蝕和沉積生成物的發源地,重焊前清理焊縫缺陷或多余的焊縫加強高都不能用粗磨進行研磨。對后一種情況,應再用細磨料研磨。
2、焊接引弧斑痕。焊工在金屬表面引弧時,會造成表面粗糙缺陷。保護膜受損,留下潛在的腐蝕源。焊工應在已經焊好的焊道上或在焊縫接頭的側邊引弧。然后將引弧痕跡熔入焊縫中。
3、焊接飛濺。焊接飛濺與焊接工藝有很大關系。例如:GTAM(氣體保護鎢極電弧焊)或TIG(惰性氣體保護鎢極焊)沒有飛濺。但是,采用GMAW(氣體保護金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時如果焊接參數使用不當會造成大量飛濺。出現這種情況時,必須調整參數。如果要解決焊接飛濺的問題,焊接前應在接頭的每一邊涂上防濺劑,這樣可以飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕損傷。
4、焊劑。利用焊劑進行焊接的工藝有手工焊,帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會在表面留下細小的焊劑顆粒,普通的清理方法無法將它們掉。這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機械清理方法去除這些殘留焊劑。
在 球墨鑄鐵管不斷的發展中,內蒙古烏海開安管業有限公司健全管理體系,完善管理手段。我們將繼續堅持客戶至上、誠實守信的宗旨,始終不移的把客戶的利益放在心中。在此,我公司全體員工謹向對公司給予關懷支持和幫助的新老朋友及廣大客戶表示衷心感謝,您的滿意是我們的不懈追求!公司堅持“以人為本、以質取勝”的企業理念,“一切以 球墨鑄鐵管市場為導向,一切以客戶滿意為目標”的經營宗旨,我們公司將不斷推出新的 球墨鑄鐵管產品,不斷求新、求實、發展,真誠希望新老朋友客戶進行廣泛合作,互惠互利、共同發展!
購買無縫鋼管的注意事項有什么?
一、要盡可能到大型無縫鋼管生產企業的經銷部門或專賣店去購買,這些銷售部門的無縫鋼管由生產企業直供,無縫鋼管質量較有保證;二、要查看有無縫鋼管生產企業出具的產品質量證明書和實行生產許可證管理的編號;
三、要看鋼筋表面質量和標志。鋼筋應在其表面軋上牌號標志、廠名(或商標)和直徑;
四、注意觀察,無縫鋼管的表面是不允許有裂紋、結疤和折疊等缺陷的,如果你選購的鋼材存在上述問題,務請留意。
無縫鋼管的退火酸洗步驟是什么?
無縫鋼管的退火酸洗能減少化學酸洗工藝對環境的影響,那么無縫鋼管的退火酸洗步驟是什么?1、控制性氧化氣氛下的快速加熱段,在這里,氧化晶核和一層薄的氧化膜形成;
2、退火段,完成冶金學的轉化(得到要求的力學性能、晶粒尺寸、碳的固熔等等),該退火在非氧化氣氛(氮氣)下進行,以限制氧化層的生長;
3、在非氧化氣氛下的冷卻段,冷卻速率能避免碳化物析出;
4、有效的電解除鱗段;
5、輕的化學酸洗段,可以減少對環境影響和產生鈍化的表面。要獲得好的表面,該步驟可以免去。
L290N管線管哪家好_開安管業(烏海市分公司),聯系人:夏志明,東昌府區鳳凰工業園百億鋼管物流園A區28號。