
以下是:云南省玉溪市精密鋼管實力廠家,讓您放心的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 10#20#45#16mn20Cr40cr35crmo42crmo等 產地 山東 規格 外徑4-219mm*壁厚0.5-20mm 品牌 利爾金屬 型號 圓管 可定制 是 質量等級 (受理質量異議) 計重方式 過磅 倉庫地址 利爾金屬 范圍 精密鋼管,讓您放心供應范圍覆蓋云南省、昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 紅塔區、江川區、澄江市、通海縣、華寧縣、易門縣等區域。 【利爾】業務覆蓋多領域場景,主營通海精密鋼管一對一為您服務、華寧精密鋼管免費回電、紅河精密鋼管真正讓利給買家、楚雄精密鋼管為您精心挑選、麗江精密鋼管實體廠家、怒江精密鋼管您身邊的廠家等產品服務。精密鋼管實力廠家,讓您放心,利爾金屬制品(玉溪市分公司)lejs1043-3為您提供精密鋼管實力廠家,讓您放心的資訊,聯系人:韓京偉(業務經理),供應服務范圍覆蓋云南省、昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 紅塔區、江川區、澄江市、通海縣、華寧縣、易門縣。 云南省,玉溪市 玉溪市是聶耳故鄉、云煙之鄉、花燈之鄉和高原水鄉,位于滇中腹地,是連接省外和南亞、東南亞的重要交通樞紐,為云南重要的產銅地區。境內有帽天山古生物文化、古滇文化、高原水鄉文化和哀牢山一紅河谷民族風情文化,主要旅游景區(點)有4A級旅游景區4個,3A級旅游景區2個,2A級旅游景區11個。2022年,玉溪市完成生產總值2520.6億元,同比增長4.3%。
如果你想要更深入地了解我們的精密鋼管實力廠家,讓您放心產品,那么請務必觀看這部視頻。它一定會給你帶來意想不到的驚喜和收獲。
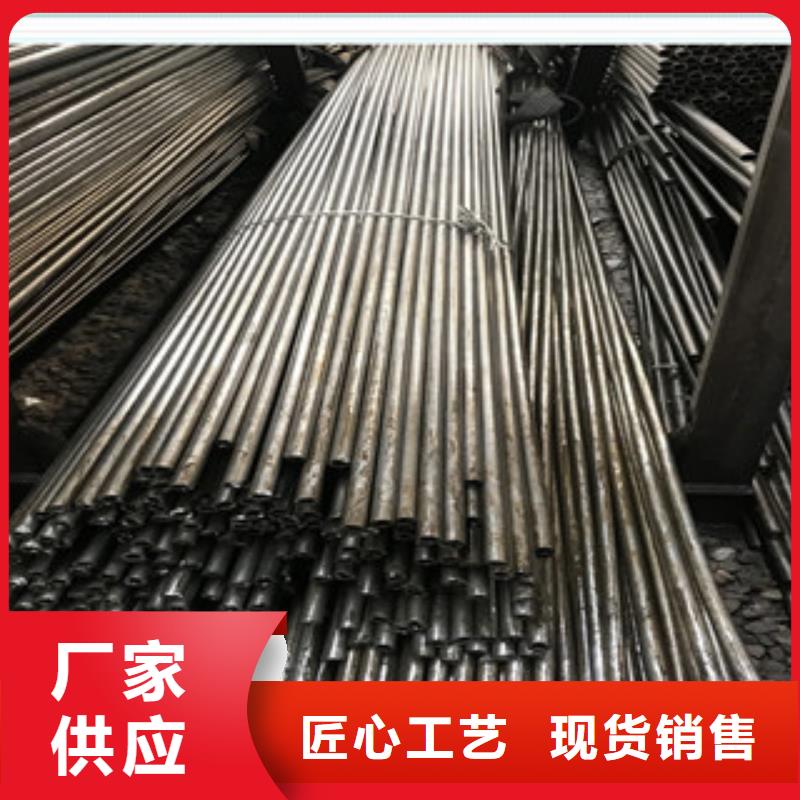
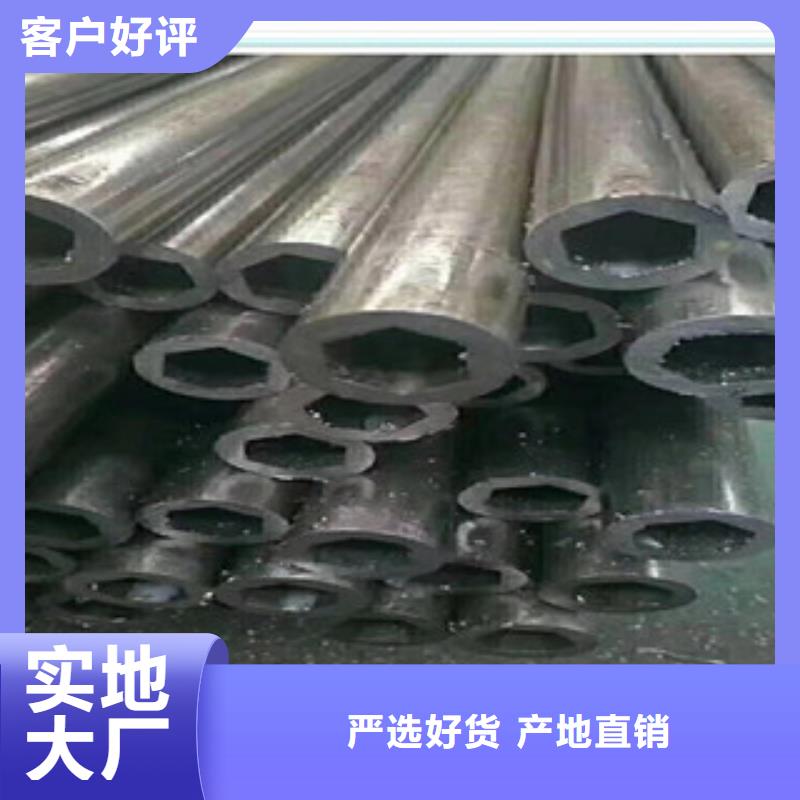
以下是:云南玉溪精密鋼管實力廠家,讓您放心的圖文介紹云南玉溪利爾金屬制品有限公司生產的 精密鋼管質量良好,種類繁多,規格豐富,將憑借良好的信譽,合理的 精密鋼管價格服務于廣大用戶。謹向對公司一貫給予關懷、支持和幫助的新老朋友和廣大客戶表示衷心的感謝!并真誠希望與之建立長期的合作關系,互惠互助!
一批精細鋼管產能退出,包括各類一切制企業。是政策性壓減正在本質性推進。各地正在嚴厲依照壓減精細鋼管產能方案行動。與初的壓減相比,當前的壓減更具有本質性。是市場化兼并重組曾經擺上了民營精細鋼管企業的議事日程。現階段,民營精細鋼管企業兩極分化,少數競爭力缺乏的民營鋼企在2015年停產,一些具備優勢的民營鋼企正在謀劃資源整合。精細鋼管去產能工作要重點關注兩個問題:一是退出精細鋼管產能觸及到的人員安頓和銀行債務處置。政府對人員安頓曾經了資金補助措施。中央政府在用好資金的同時,還要多渠道籌集人員安頓資金,同時做好退出人員的培訓、再就業保證,并依據當地和企業的實踐狀況做好銀行債務處置工作。
精細無縫鋼管價錢上漲引發的爭論又變得如火如荼相對樓市暴跌、股市暴跌,這幾天,關于精細無縫鋼管價錢上漲引發的爭論又變得如火如荼,大家搞不懂為什么疲懶的精細無縫鋼管價錢漲的這么瘋?沒有需求、沒有人不置這場暴跌沒有炒作的參與。我們希望市場可以冷靜應對市場暴跌,我們希望鋼廠可以在抓住此次利好機遇,合理操作,將鋼鐵這匹老馬重新拉回正途,我們希望和我們一樣整做精細無縫鋼管的貿易商,在欣喜的時分,不要再次卷入炒作的大軍無縫鋼管的行情,面對別有用心的市場,一些預測漲跌的行為都顯得慘白,勝利逃過窘迫的更是少數,供需關系,市場杠桿決議了行情有漲有跌,我更愿意兢兢業業,一步步做本人的鋼鐵生意,我也愿意就這輪上漲,瞎說一二。
抗彎、抗扭強度相同時,重量較輕,所以普遍用于制造精細機械零件和工程構造。也常用作消費各種常規、管、、軸承等。用處Uses用于制造機械構造、液壓設備、汽車零件,鋼筋套筒。常用材質為10號、20號、35號、45號、20cr、40Cr、20CrMo﹑16mn﹑27simn﹑304﹑201﹑310s﹑優質碳素構造鋼。精密管特性.外徑更小。精度高可做小批量消費。冷拔廢品精度高,外表質量好。鋼管橫面積更復雜。鋼管性能更優越,金屬比擬密。脆化現象依據精密管產生脆性的回火溫度范圍,可分為低溫回火脆性和高溫回火脆性。精密管低溫回火脆性合金鋼淬火得到馬氏體組織后,在250~400℃溫度范圍回火使鋼脆化,其韌性一脆性轉化溫度明顯升高。已脆化的精密管不能再用低溫回火加熱的辦法,故又稱為%26ldquo;不可逆回火脆性%26rdquo。它主要發作在合金構造鋼和低合金超度精密管等鋼種。
精密鋼管實力廠家,讓您放心_利爾金屬制品(玉溪市分公司),聯系人:韓京偉(業務經理),經濟開發區匯通物流園商貿大廈607B室。