
以下是:遼寧省沈陽市螺旋管工廠直營的產品參數
材質 q235 廠家 正大/華岐/友發 規格 219-2020 可定制 是 倉庫位置 石家莊/天津/唐山 出貨方式 過磅/檢尺 范圍 螺旋管供應范圍覆蓋遼寧省、沈陽市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市 沈河區、大東區、皇姑區、鐵西區、蘇家屯區、東陵區、沈北新區、于洪區、遼中區、康平縣、法庫縣、新民市等區域。 【彥發】持續拓展產品矩陣,現有新民鍍鋅方管支持大小批量采購、法庫鍍鋅方管廠家經驗豐富、朝陽鍍鋅方管一站式采購方便省心、遼陽鍍鋅方管廠家工藝先進、鐵嶺鍍鋅方管來圖定制、盤錦鍍鋅方管暢銷本地、丹東鍍鋅方管源頭廠家直銷等,滿足不同場景需求。螺旋管工廠直營,彥發金屬材料銷售(沈陽市分公司)為您提供螺旋管工廠直營,聯系人:周彥輝,電話:【18762195566】、【18762195566】。 遼寧省,沈陽市 沈陽地處中國東北南部、遼寧中部,是中國人民解放軍北部戰區司令部駐地、沈陽聯勤保障中心駐所和中華人民共和國人民法院第二巡回法庭駐地,東北地區政治、經濟、文化和商業貿易中心,一帶一路向東北亞和東南亞延伸的國際性綜合交通樞紐。
想要知道螺旋管工廠直營產品如何?看視頻就知道!看視頻,選產品更明智!以下是:遼寧沈陽螺旋管工廠直營的圖文介紹
等溫淬火是減少無縫鋼管變形和幵裂的有效淬火方法之一,但如何正確采用該工藝方法是應根據無縫鋼管的材質、鍍鋅鋼管廠家大小、硬度和韌性、變 形的要求,以及具體的工作條件等進行合理的選擇,下面將等溫淬火時需要注意的問題歸納如下,供熱處理操作者參考。
【1】如對碳素無縫鋼管等淬透性較低的鋼種進行等溫淬火,應當適當 提高淬火加熱溫度,H的是增加奧氏體的穩定性,避免和防止在等 溫過程中發生高溫非貝氏體的轉變。
【2】等溫淬火受到鋼種和無縫鋼管大小的限制。在進行等溫淬火 時,基本的原則是確保無縫鋼管在冷卻過程中不會發生高溫的轉變,因此無縫鋼管的鋼種小直接影響到等溫淬火的質量,一般要求為碳鋼無縫鋼管的有效厚度應不大于5mm,合金鋼的有效厚度應在30mm以 下。從含碳量的角度出發,在0.4%~0.6%的碳鋼不適于等溫淬 火,高于0.6%以上的碳鋼才能進行等溫淬火。
【3】等溫淬火的溫度和時間應根據無縫鋼管的性能要求,參照該鋼 種的C曲線來確定,原則是奧氏體全部轉變為下貝氏體,關于冷 卻介質通常采用硝鹽浴溶液,為保證溫度的穩定,應在介質中加入 冷卻裝置,以防止介質溫度的提高而影響到淬火質量。另外等溫時 間的長短應以無縫鋼管組織轉變結束為基準,過長則降低了作業效率, 因此要認真對待。
【4】進行等溫淬火的無縫鋼管有的可不進行回火處理。但對于部分^氏體淬火的工件,其內部殘留奧氏體將會在隨后的空冷過程中轉變為馬氏體,因此必須進行回火處理,目的是無縫鋼管脆性和穩定尺,需要注意的是回火溫度應低于等溫溫度。
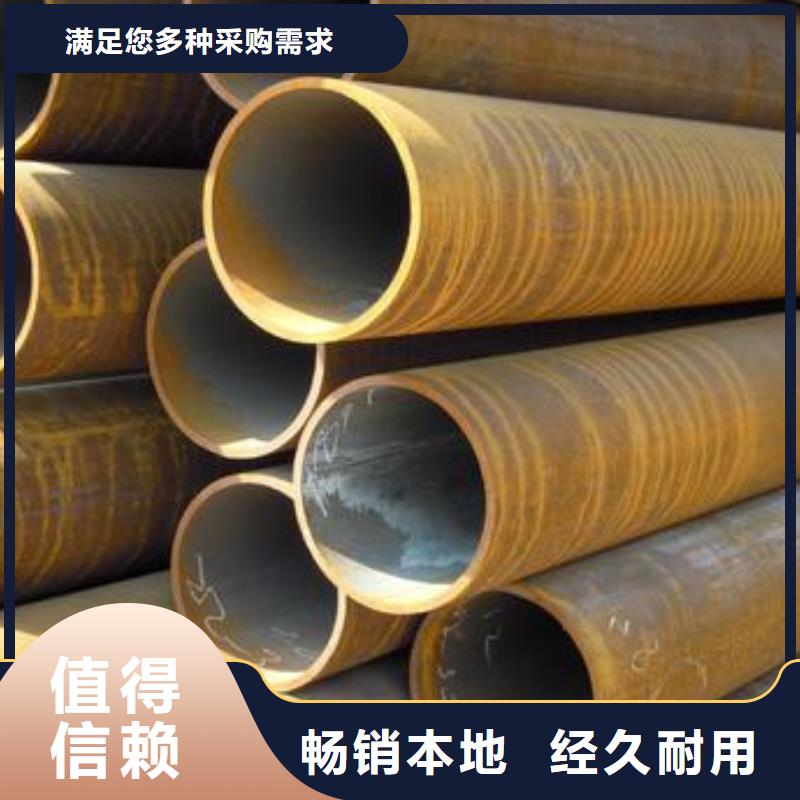
無縫鍍鋅管在日常的應用中廣受歡迎。在機械、煤礦、化工、汽車工業、公路、集裝箱、農業機械、探礦機械、石油機械等制造業中經常可以看到無縫鍍鋅鋼管。由于表面鍍有鋅層,阻隔了空氣中水分與鋼管本身的接觸,在無氧的情況下,鋼管是不能生銹的。下面為您介紹一下它的應用。
無縫鍍鋅鋼管的用途非常的廣泛。在輸水與煤氣中都可以使用無縫鍍鋅鋼管,這樣耐久使用的鋼管不僅而且便于施工。實際應用表明,在使用無縫鍍鋅鋼管后,減少了輸水與煤氣的浪費,這是因為無縫鍍鋅鋼管不容易破裂而泄露水與煤氣。還可以將無縫鍍鋅鋼管用于石油工業,在探測石油時候使用無縫鍍鋅鋼管是非常靈敏的,抗干擾作用很強。在化工焦化設備方面也可以看到無縫鍍鋅鋼管的使用。鍍鋅方管批發.
無縫鍍鋅管外表有熱浸鍍或電鍍鋅層的無縫鋼管。無縫鍍鋅管鍍鋅可增加腐蝕才能,延伸運用壽命。無縫鍍鋅管的用處很廣,油等通常低壓力流體的管線管外,還用作石油工業特別是海洋油田的油井管、化工焦化設備的油加熱器、煤餾洗油交流器用管,以及棧橋管樁、礦山坑道的支撐架用管等。鍍鋅方管批發.
專業源于專注,十多年來我們只做 鍍鋅方管,除了擁有完善的自主研發系統,還建立了專業的 鍍鋅方管生產品質管控體系,在 鍍鋅方管領域取得了眾多客戶的信任和支持,是值得信賴的 鍍鋅方管定制廠家。
管道用鋼管的長度,按其用途本應多用不定尺。但為了用戶使用方便,對隨時出售的鋼管在進行儲備生產時,Q235A螺旋鋼管生產標準規定以內的不定尺管;但在實際訂貨時,則生產標準長度的鋼管。管道用碳素鋼管、壓力管道用碳素鋼管、水道鋼管等一般是5500毫米,管道用電弧焊接碳素鋼管一般是6000毫米。傳熱用鋼管長度根據使用場所,在特定的Q235A螺旋鋼管設計之下,其長度已全被確定,故適用定尺。
結構用鋼管的長度也多使用定尺。做機械結構用的鋼管,從用途上看,要求有更嚴格的使用偏差。一般結構鋼管做的鋼管柱和鋼管腳手架,由其制造廠規定長度。做為管料用的鋼管,按其設計長度的整倍數長為基準進行生產,其長度允許偏差不規定正偏差,只控制在負和零上。
如上所述,鋼管長度大多適用定尺長度,但油井用鋼管使用不定尺。雖說是不定尺,也不是完全沒有限制,其長度范圍分為三級,在每級長度范圍內都規定有小長度,以及小長度與大長度的差數。
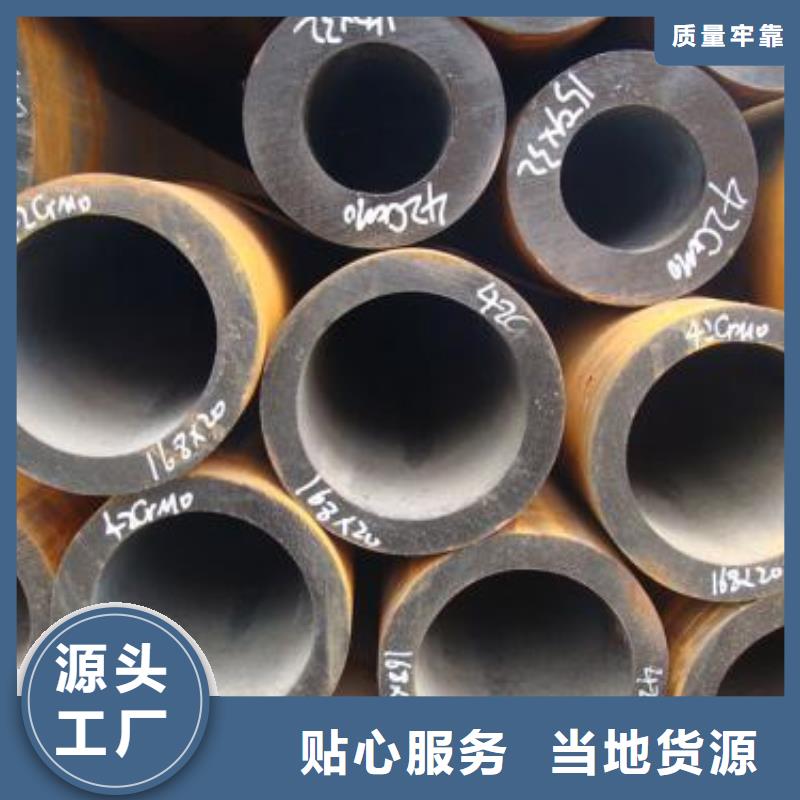
無縫鋼管是鋼管中用量大,需求高,制作量和廠家都是大的一種鋼管類型,在很多的情況下,無縫鋼管的競爭也是比較大的,成為了大家主要競爭的對象。無縫鋼管的用途比較廣泛,在很多的時候都是得益于它的加工技術和工藝流程。在加工上比較重要的就是焊接,既然焊接的話就要選擇焊條,焊條是焊接質量的重要的保障,是無縫鋼管質量和使用效果的好的保障。以下是我們鍍鋅鋼管廠家給大家介紹的無縫鋼管的焊條的選擇和焊接的方法:
無縫鋼管焊接方法
1)電弧焊連接的無縫鋼管在放樣劃線的基礎上按矯正管材、切割下料、坡口、組對、焊接、清理焊渣等工序進行施工。
2)坡口加工及清理:]無縫鋼管的切割坡口一般采用氧-乙炔焰氣割,氣割完成后,用銼刀干凈管口氧化鐵,用磨光機將影響焊接質量的凹凸不平處削磨平整。小直徑無縫鋼管盡量采用砂輪切割機和手提式電動切管機切割,然后用磨光機進行管口坡口。無縫鋼管坡口采用V型坡口,坡口用機械加工或砂輪機打磨,做到光滑、平整。對坡口兩側20mm范圍內將油污,鐵銹和水份去除,且保證露出金屬光澤,保證坡口表面不得有裂紋、夾層等缺陷,并坡口內外側污物。
3)焊條、焊劑使用前應該按說明書進行烘干,并在使用過程中保持干燥。焊條藥皮無脫落和顯著裂紋。
4)焊前管口組對:管口組對采用專用的組對工具,以確保管子的平直度和對口平齊度。無縫鋼管對接焊口的組對必須做到內壁齊平,內壁錯邊量不可超標;管子組對點固,應由焊接同管子的焊工進行,點固用的焊條或焊絲應與正式焊接所用的相同,點焊長度為10-15mm,高度為2-4mm,且應超過管壁厚的2/3;無縫鋼管焊縫表面不得裂縫、氣孔、夾渣等缺陷;管子、管件對點固時,應保持焊接區域不受惡劣環境條件(風、雨)的影響。
5)焊接施工必須嚴格按焊接作業指導書的規定進行;焊接設備使用前必須進行性能與使用性能試驗,不合格設備嚴禁進入施工現場;焊接過程中做好自檢與互檢工作,做好焊接質量的過程控制。
在遼寧省沈陽市采購螺旋管工廠直營請認準彥發金屬材料銷售(沈陽市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:周彥輝-【18762195566】)。