以下是:佳木斯市撫遠市方管客戶信賴的產品參數【彥發】持續拓展產品矩陣,現有郊縣鍍鋅方管產品優勢特點、樺川鍍鋅方管優良工藝、東風鍍鋅方管市場行情、富錦鍍鋅方管多種規格供您選擇、湯原鍍鋅方管源頭直供、樺南鍍鋅方管款式多樣、同江鍍鋅方管分類和特點等,滿足不同場景需求。方管客戶信賴,彥發金屬材料銷售(佳木斯市撫遠市分公司)為您提供方管客戶信賴產品案例,聯系人:周彥輝,電話:【18762195566】、【18762195566】。 黑龍江省,佳木斯市,撫遠市 撫遠地處黑龍江省東北部,黑龍江、烏蘇里江交匯的三角地帶,東、北兩面與俄羅斯隔烏蘇里江、黑龍江相望,為低平遼闊的沉降平原,屬寒溫帶大陸性季風氣候。撫遠是中國陸地東端的縣級行政區,是早將太陽迎進祖國的地方,素有“華夏東極”和“東方城”之美譽。
不要錯過這部精心制作的方管客戶信賴產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。以下是:佳木斯撫遠方管客戶信賴的圖文介紹
熔滴過渡過程與方矩管產品質量密切相關,對它的研究有以下重要意義:
(1)影響方矩管熔煉的效果。熔滴顆粒越小其比表面積越大,熔煉效果越好,反之亦然。
(2)影響電弧長度的控制。當熔煉電弧長度過短時,如當前位置:
熔滴過渡過程與方矩管產品質量密切相關,對它的研究有以下重要意義:
(1)影響方矩管熔煉的效果。熔滴顆粒越小其比表面積越大,熔煉效果越好,反之亦然。
(2)影響電弧長度的控制。當熔煉電弧長度過短時,如10mm左右,這個長度與金屬熔滴大小相近,會引起電極和熔池之間的短路,導致電弧熄滅而使熔煉中斷,或者因為頻繁短路使熔池溫度急劇變化。此兩種情況都會破壞正常熔煉的進行,也影響鈦錠組織的均勻性。
因此,熔煉的電弧長度一般控制在15mm以上。
(3)影響方矩管表面質量。金屬熔滴的分散結果,使得一小部分金屬噴濺并黏附到坩堝上;電弧對金屬熔池的作用也會引起噴濺;加上熔池的旋轉作用以及金屬揮發物和雜質在坩堝器璧上黏附,就構成了鑄錠的冒口。由于冒口不能很好地被金屬熔池熔化,而且吸附或黏附了較多的雜質,致使鈦錠需經過平頭和扒皮后方能進行加工。
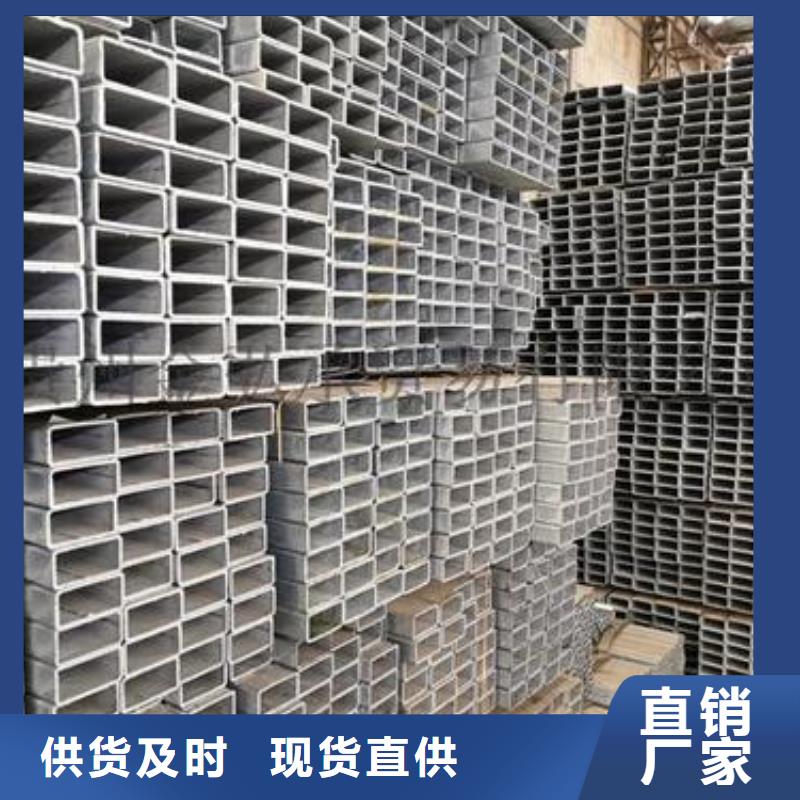
方矩管又名方形和矩形冷彎空心型鋼,簡稱方管和矩管,代號分別為F和J
1、方矩管壁厚的允許偏差,當壁厚不大于10mm時不得超過公稱壁厚的正負10%, 當壁厚于10mm時為壁厚的正負8%,彎角及焊縫區域壁厚除外。
2、方矩管的通常交貨長度為4000mm-12000mm,以6000mm和12000居多。方矩管允許交付不小于2000mm的短尺和非定尺產品,也可以接口管形式交貨,但需方在使用時應將接口管切除。
短尺和非定尺產品的重量不超過總交貨量的5%,對于理論重量大于20kg/m的方矩管應不超過總交貨量的10%。
3、方矩管的彎曲度每米不得大于2mm,總彎曲度不得大于總長度的0.2%
執行標準:GB/T6728-2015,GB/T6725-2015, GBT3094-2015,JG 178-2015, ASTM A500 JIS G3466,EN10210或技術協議。
應用領域:廣泛應用于機械制造、建筑業、冶金工業、農用車輛、農業大棚、汽車工業、鐵路、公 路護欄、集裝箱骨架、家具、裝飾以及鋼結構領域等。
佳木斯撫遠彥發金屬材料銷售有限公司是精于 鍍鋅方管系列產品的應用研究和開發,致力于廣大客戶提供專業化和個性化服務的公司。我們專業生產 鍍鋅方管等。公司主營產品 鍍鋅方管。佳木斯撫遠彥發金屬材料銷售有限公司誠始終堅持以“品質是企業的生命”這一理念永續經營,本著“質量至上誠信經營”的經營理念及“用心服務感動客戶”的銷售理念去贏得客戶贏得市場,持續不斷為廣大客戶提供z u i的 鍍鋅方管解決方案,勤勞和真誠的我們愿與您攜手共進,共贏未來!
Q345B矩形管焊接的-般模式重點有三種:手工焊、氣體保護半自動焊和自動焊、埋弧自動焊。差異焊接方式對接頭類別,焊接位置的適合實力是差異的。手工電弧焊對各種接頭和焊接位置都能適合;埋弧焊對各類接頭能適合,但不能用于立焊和仰焊;CO2氣體保護焊熔滴選用短途經渡實用于各種接頭和各種焊位。
在Q345B矩形管的埋弧焊中,焊劑對焊縫的品質和力學功能起著決策的作用,故焊劑的功能應滿足多方面的要求。保證Q345B矩形管擁有符合要求的化學成分和力學功能;電弧安穩焚燒,焊接冶金反應充分;焊縫金屬內不發生裂紋平和孔;焊縫成形優良;熔渣脫渣功能優良;焊接過程有害氣體析出較少等。
在選擇焊接參數的條件下,也要采用-定嚴格的產業對策,才能取得符合要求的焊接接頭及焊接結構。在Q345B矩形管的焊接施工中,通常采用的工藝對策有預熱、后熱、焊后熱處理、多層焊、管制焊接變形及焊策應力等,以很大控制保證焊接品質。需求關注的是:焊后應力熱處理也會帶來-些問題。母材和焊縫金屬功能變壞,某些原料在熱處理過程中長時光的加熱,會使其力學功能變差。再熱裂紋偏向。在應力熱處理時熱影響區都發生再熱裂紋的危險。再熱裂紋重點出現在380-550℃區間,熱處理時在加熱過程中應盡快經過這-溫度界線。
在佳木斯市撫遠市采購方管客戶信賴請認準彥發金屬材料銷售(佳木斯市撫遠市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:周彥輝-【18762195566】)。