

以下是:清苑鉗壓式聲測管廠家的產品參數
產品參數 產品價格 3.00/米 發貨期限 1 供貨總量 800000 運費說明 送貨 小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 清苑鉗壓式聲測管廠家,鑫億呈鋼管有限公司(中山分公司)為您提供清苑鉗壓式聲測管廠家產品案例,聯系人:劉經理,電話:18833761560、18833761560,QQ:18833761560,發貨地:新華區。 廣東省,中山市 2022年,中山市實現地區生產總值為3631.28億元,同比增長0.5%。
我們的清苑鉗壓式聲測管廠家視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:清苑鉗壓式聲測管廠家的圖文介紹廣東中山鑫億呈鋼管有限公司擁有年輕而又富有活力的 聲測管,注漿管,冷卻管,沉降板設計、生產、銷售、售后團隊300人,我們重視培養 聲測管,注漿管,冷卻管,沉降板精英。公司選用了各種優質進口原材料,配合高科技設備,充分運用高新技術成果,在設計和制作的過程中時刻把握 聲測管,注漿管,冷卻管,沉降板質量,真正體現了傾情設計,精心打造,使每一件 聲測管,注漿管,冷卻管,沉降板的優勢及使用功能都發揮到致j i!
廣東中山聲測管還有其他用途?廣東中山聲測管廠家告訴你答案廣東中山聲測管是專門用于超聲檢測市場可靠的系統,是一堆超聲檢測探頭的成樁內部通道。他是樁基超聲波檢測系統的重要組成部分,其在樁內嵌入模式和布局模式的橫截面,直接影響檢測功能。所以我們需要檢測到設計時,廣東中山聲測管的布局和嵌入的標準圖紙,在施工中應嚴格控制預埋質量。廣東中山聲測管一般用鋼筋籠分段安裝,每段之間的接頭可以通過螺紋套筒或套管焊接連接。但無論是什么樣的聯合調度方案必須確保高靜水壓下不漏漿,在界面應保持光滑,無焊渣,毛刺和凸起的異物,使移動檢測探頭。同時,廣東中山聲測管底應密封,在橡膠中的應用包括頂管密封安裝,避免異物進入造成的內部孔隙堵塞聲管。廣東中山聲測管除了用作檢測通道及取代一部分鋼筋截面外,還可作為樁底壓漿的管道。試驗證明,經樁底漿處理的灌注樁,可大幅度提高其承載力。同時廣東中山聲測管還可作為事故樁缺陷沖洗與壓漿處理的管道,這時需采取措施把需壓漿的缺陷部位的管道打穿。
廣東中山聲測管對焊接質量有哪些要求:分析廣東中山聲測管廠家在生產中對焊接質量有什么要求:1 輸入熱量因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:N = Ep·Ip式中 N——輸出功率,kW;Ep——屏壓,kV;Ip——屏流,A〔1〕當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。廣東中山聲測管廠家在生產中對焊接質量有什么要求?2 焊接壓力焊接壓力是焊接工藝的主要參數之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結晶而產生焊接。焊接壓力的大小影響著焊縫的強度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強度降低,受力后易開裂;壓力過大時,達到焊接溫度的金屬大部分被擠出,不但降低焊縫強度,而且產生內外毛刺過大或搭焊等缺陷。因此應根據不同的品種規格在實際中求得與之相適應的焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。由于廣東中山聲測管管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動,都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調整擠壓輥之間的距離進行控制,也可以用擠壓輥前后管筒周差來控制。3 焊接速度焊接速度也是焊接工藝主要參數之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在廣東中山聲測管廠家時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區變寬,而且熔化區寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規定值時易產生缺陷。因此在廣東中山聲測管廠家時,應在機組的機械設備和焊接裝置所允許的速度下,根據不同規格品種選擇合適的焊速。4 開口角開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩定性有關,對焊接質量的影響很大。
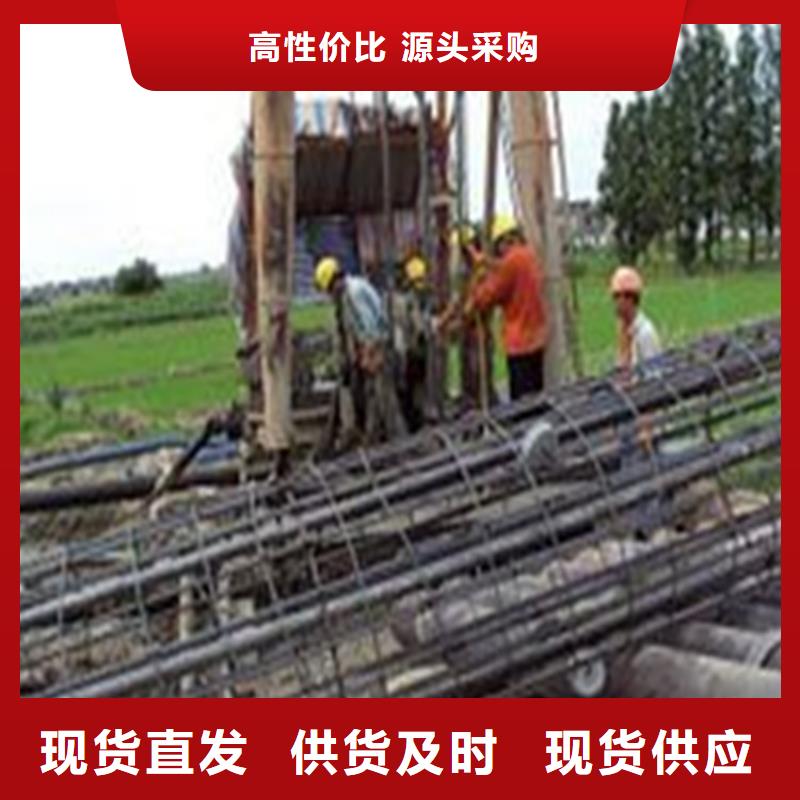
廣東中山聲測管安裝要求是什么?廣東中山聲測管安裝規范中需要注意幾點安裝廣東中山聲測管時應考慮的標準有:盡量在鋼板上綁扎鋼絲網,使鋼管平行、等距;盡量在樁底墻上焊接鋼管。連接時檢查密封裝置,確保管道部分不滲漏;用膠水保護木材,防止建筑物在地面上倒塌。如果樁底直徑超過2000mm,聲管將牢固地連接(或士兵)在籠子里。廣東中山聲測管安裝規范中需要注意幾點管子的底部必須關閉,頂部必須蓋上。聲管的檢測和放置符合標準GB/T 31438-2015。一、在使用、操作和安裝過程中,必須避免聲探測管的變形和變形。它直接固定在鋼籠中,以便于連接。吸聲管固定在鋼籠內,以檢查吸聲委員會的完整性。鋼筋是對接的。連接管底的鋼筋放在井坑內。第二個是分散的,與底部相連。氦界面是固態的。吸聲管必須注滿飲用水,然后蓋上蓋子。
樁基廣東中山聲測管熱處理的主要特點是在保持高硬度與高耐磨性的前提下,盡量采取各種措施使滄州樁基廣東中山聲測管在長期使用中保持尺寸的穩定。樁基廣東中山聲測管在使用過程中隨時間延長而發生尺寸變化的現象稱為量具的時效效應。樁基廣東中山聲測管的制作過程中要對熱處理技術提起足夠的重視的原因:1、用于制造量具的過共析鋼淬火后含有一定數量的殘余奧氏體,殘余奧氏體變為馬氏體引起體積膨版。2、馬氏體在使用中繼續分解,正方度降低引起體積收縮。3、殘余內應力的存在和重新分布,使彈性變形部分地轉變為塑性變形引起尺寸變化。解決這些問題可采取的措施:1、時效處理。為了進一步提高尺寸穩定性,淬火、回火后,再在120~150℃進行24~36 h的時效處理,這樣可滄州樁基廣東中山聲測管殘余內應力,大大增加尺寸穩定性而不降低其硬度。總之,滄州樁基廣東中山聲測管的熱處理為除了要進行一段過共析鋼的正常熱處理之外。還需要有三個附加的熱處理工序,即淬火之前進行調質處理、正常淬火處理之間的冷處理、正常熱處理之后的時效處理。2、淬火和低溫回火。滄州樁基廣東中山聲測管為過共析鋼,通常采用不完全淬火加低溫回火處現在保證硬度的前提下,盡量降低淬火溫度并進行預熱,以減少加熱和冷卻過程中的溫差及淬火應力。
選購清苑鉗壓式聲測管廠家來廣東省中山市找鑫億呈鋼管有限公司(中山分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:劉經理-18833761560,{QQ:18833761560},地址:[新華區]。










