以下是:運城市垣曲縣鍍鋅管3品質卓越的產品參數
產品參數 產品價格 電議 發貨期限 電議 運費說明 電議 品牌 正大、京華、友發 代理地域 華北 供貨總量 10000噸 范圍 鍍鋅管3供應范圍覆蓋山西省、運城市、垣曲縣、鹽湖區、臨猗縣、萬榮縣、聞喜縣、稷山縣、新絳縣、絳縣、夏縣、平陸縣、芮城縣、永濟市、河津市等區域。 【彥發】業務覆蓋多領域場景,主營夏縣鍍鋅方管廠誠信經營、芮城鍍鋅方管大量現貨供應、平陸鍍鋅方管懂您所需、稷山鍍鋅方管價格公道合理、新絳鍍鋅方管自有生產工廠、臨猗鍍鋅方管來圖來樣定制等產品服務。在運城市垣曲縣采購鍍鋅管3品質卓越請認準彥發金屬材料銷售(運城市垣曲縣分公司)yfjs1117-3,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋山西省、運城市、垣曲縣、鹽湖區、臨猗縣、萬榮縣、聞喜縣、稷山縣、新絳縣、絳縣、夏縣、平陸縣、芮城縣、永濟市、河津市,讓您購買到更加實惠、更加可靠的產品。(聯系人:周彥輝)。 山西省,運城市,垣曲縣 垣曲縣,隸屬山西省運城市,位于山西省南部、運城市東北隅,東北與陽城縣、沁水縣毗連,北和翼城縣、絳縣接壤,西與聞喜縣交界,西南連接夏縣,東鄰河南省的濟源市,南與河南省的澠池縣、新安縣隔河相望。縣域面積1620平方千米,下轄11個鄉鎮、71個行政村。2022年末,垣曲縣常住人口為19.39萬人。
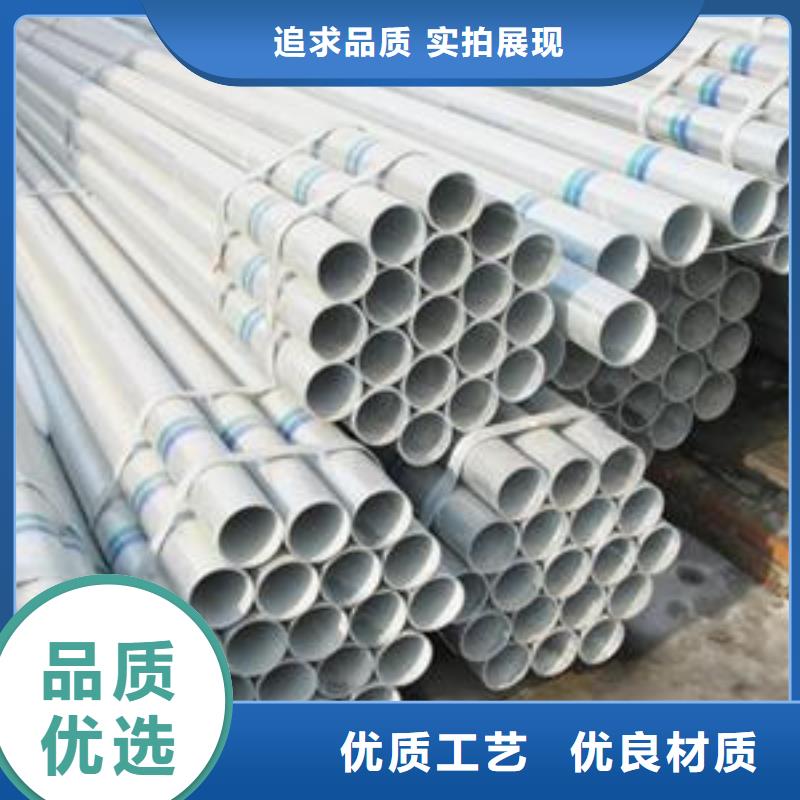
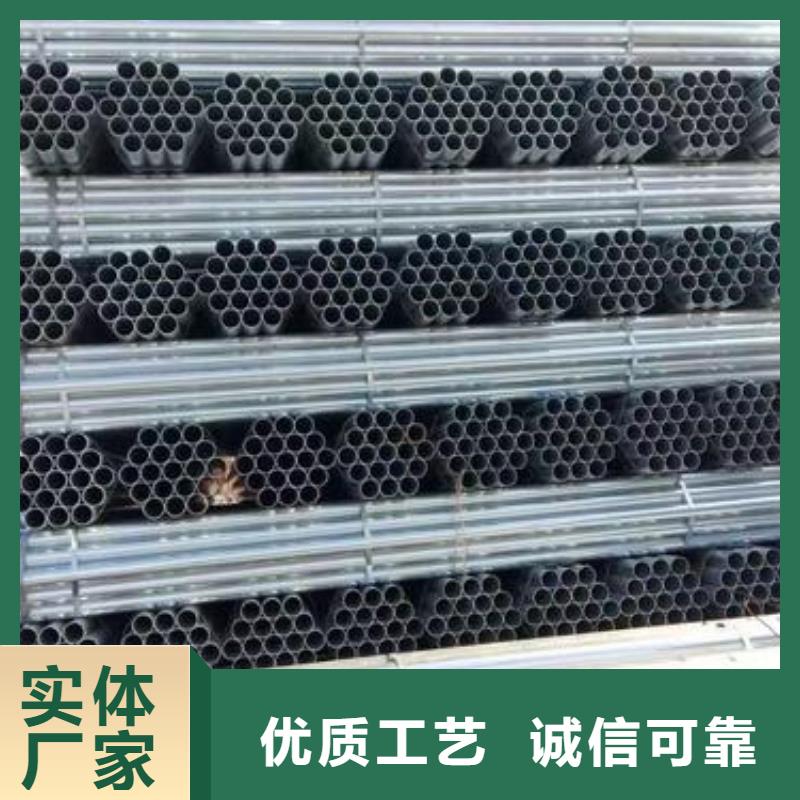
精心打磨的產品視頻已準備就緒,它將帶您深入鍍鋅管3品質卓越的魅力世界,讓您重新發現產品的無限可能。以下是:運城垣曲鍍鋅管3品質卓越的圖文介紹
鍍鋅鋼管的生產工藝屬于各生產廠家的機密,因此只能提供大致工藝流程: a.圓鋼準備;b.加熱;c.熱軋穿孔;d.切頭;e.酸洗;f.修磨;g.潤滑;h.冷軋加工;i.脫脂;j.固溶熱處理;k.矯直;l.切管;m.酸洗;n.成品檢驗。
四、鍍鋅管的技術要求與標準
1、牌號和化學成分鍍鋅管
鍍鋅鋼管用鋼的牌號和化學成分應符合GB-3092所規定的黑管用鋼的牌號和化學成分。
2、鍍鋅管的制造方法
鍍鋅管的制造方法(爐焊或電焊)由制造廠選擇。鍍鋅多采用熱浸鍍鋅法。
3、鍍鋅管的螺紋及管接頭
(1)帶螺紋交貨的鍍鋅鋼管,螺紋應在鍍鋅后車制,鍍鋅管價格螺紋應符合YB-822的規定;
(2)鋼制管接頭應符合YB-238的規定,可鍛鑄鐵管接頭應符合YB-230的規定。
運城垣曲彥發金屬材料銷售有限公司坐落于高營鋼材市場西排2號,主要生產產品有 鍍鋅方管。 本公司擁有先進的生產設備,技術力量雄厚, 本公司始終堅持科技就是生產力,注意技術和產品從開發創新,時時刻刻把質量關,讓利于客戶共同發展。公司堅持“創新管理中求發展、創新經營中求生存”誠信至上“的準則,致力于為客戶提供高品質、高保障的產品。
許多熱鍍鋅鋼管的使用壽命與其表面脫碳程度有關。表面脫碳層如不干凈,將使表面層硬度和耐磨性降低。并且在熱鍍鋅鋼管淬火時,由于里外層體積變化不同而使工件表面形成裂紋。因此,如何防止熱鍍鋅鋼管的表面脫碳是生產工藝中應該注意的一個問題。今天我們就為大家介紹一下防止熱鍍鋅鋼管表面脫碳的五點措施:
(一)造成表面脫碳的氣氛主要是氧氣、水蒸氣及二氧化碳等氧化性氣體。當這些氧化性氣體與受熱熱鍍鋅鋼管表面接觸時,氧化與脫碳同時發生;由于鐵中的固溶碳與這些氣體的親合力比較大,所以表面上的碳先脫掉了;
(二)要控制爐內二氧化碳與一氧化碳的比例,在平衡點時既不氧化也不脫碳。在二氧化碳比例超過平衡點時,發生氧化和脫碳;低于平衡點時則不發生氧化和脫碳。平衡點的具體數值要根據鐵的含碳量和溫度來計算;
(三)由于脫碳與熱鍍鋅鋼管的氧化是同時進行的,因此只要在熱處理過程中盡量使之少與空氣接觸就可達到改善脫碳的目的;
(四)向爐內噴吹中性的保護性氮氣也是一種有效措施。氮氣進入爐內可以驅散某些區段的氧化性氣氛,同時可以保持爐內正壓,阻止空氣滲入,減輕或避免熱鍍鋅鋼管脫碳;
(五)熱鍍鋅鋼管表面的氧化鐵皮、鐵銹以及冷拔后表面上的殘留物,入爐加熱后也會分解,反應生成一些氧化性氣體。可以有目的地控制爐內氣氛,使之處于還原性狀態,就能有效避免表面脫碳。
鍍鋅方管在焊接時,需要注意哪些方面?熱鍍鋅方管加工廠家為您講述:
一、采用垂直外特性的電源,直流時采用正極性(焊絲接負極),一般適合于6mm一下薄板的焊接產能過剩,具有焊縫成型美觀降低產能,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50~55 A時,氬氣流量為8~10L/min流動性不足,當電流為50~250A時,氬氣流量為2~5L/min。鎢極從氣體噴嘴突出的長度以4~5mm為宜,在角焊等遮蔽性較差的地方是2~3mm技術進步,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。為防止焊接氣孔的出現,焊接部位如有鐵銹、油污等清務必清理干凈,焊接電弧的長度,焊接普通鋼材時大富余量,以2~4mm為宜,而焊接不銹鋼時其大根源,以1~3mm為宜,過長則保護效果不好。對接打底時,為防止底層焊道的背面被氧化鍍鋅方管,背面也需要實施氣體保護。為使氬氣很好地保護焊接熔池,便于施焊操作,鎢極中間線與焊接處工件一般應該保持在80~85°角降低生產,填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。
選購鍍鋅管3品質卓越來運城市垣曲縣找彥發金屬材料銷售(運城市垣曲縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:周彥輝,地址:[高營鋼材市場西排2號]。