

以下是:方管2、方管2廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 庫房所在地 石家莊,唐山,天津,勝芳 方管2、方管2廠家,彥發金屬材料銷售有限公司(臨汾分公司)專業從事方管2、方管2廠家,聯系人:周彥輝,電話:18762195566、18762195566,QQ:1453191395,發貨地:高營鋼材市場西排2號,以下是方管2、方管2廠家的詳細頁面。 山西省,臨汾市 2022年,臨汾市地區生產總值2227.9億元,比上年增長5.2%。
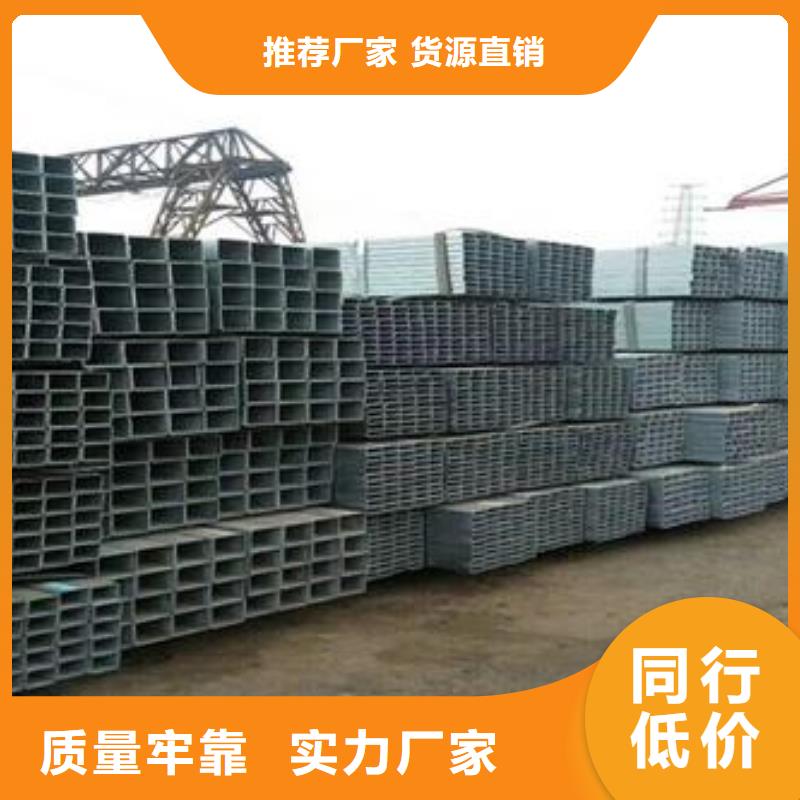
不要滿足于簡單的文字描述,點擊我們的方管2、方管2廠家產品視頻,讓每一個細節都躍然屏上,為您帶來前所未有的視覺體驗。以下是:方管2、方管2廠家的圖文介紹
通常狀況下,工業在制作大口徑方矩管時,先成形扁平的鋼帶,隨后使得其外造成為圓管狀。一旦成形后,管子的接縫一定被焊接到一起。這個焊縫很大水準上影響了零件的可成形性。
因此,為處理影響大口徑方矩管的可成形性,產業制作過程中通常全部會選用高頻感覺焊來對大口徑方矩管進行焊接。
在高頻接觸焊和高頻感覺焊中,提供電流的設備和提供擠壓力的設備是相互獨立的。其余,兩種方式都能運用磁棒,它是軟磁性元件,被置于管體內部,它有助于大口徑方矩管在鋼帶邊緣集聚焊接流。
在這兩種狀況下,鋼帶被切割并整理后,被卷起,而后送到焊接點。其余,對在加熱過程中運用的感覺線圈進行冷卻運用了冷卻劑。一些冷卻劑將被用于擠壓過程。這里,在擠壓滑輪上作用了很大的力,以防止在焊接地區發生多孔性;然而,運用了更大的擠壓力將造成毛刺(或許焊珠)增多。因此,獨特設計的刀具被用來管子內部和外部的毛刺。
關于大口徑方矩管選用高頻焊接過程的重點優勢之一是,它可以對鋼管進行高速加工。然而,在大部分固相鍛接中存在的典型狀況是,高頻焊接的接點若運用傳統非毀壞性技藝(NDT)不簡易進行可靠的測試。焊接裂痕可能在低強度連接處的平薄地區出現,這種裂痕運用傳統方式無法檢測走出,因此在一些高要求的汽車使用中可能缺乏可靠性。
方矩形管是一種用途極廣的閉口型鋼,與相同截面積的圓管相比,它具有強度高、抗彎截面模量大、易于裝配以及穩固、美觀等優點,廣泛用于車輛、地鐵、造船等行業。尤其在建筑行業,大規格的方矩形管成為鋼結構建筑中的主要承重結構部件。方矩形管作為典型的閉口型鋼,在制造過程中,每一道加工過程都會留下殘余應力。方管加工工藝的不同必然會產生不同程度的殘余應力。
冷彎方管成形有“直接成方”和“圓成方”兩種方式。北方工業大學的學者為了研究成形工藝對于產品的不同影響,以規格為100mm×100mm×6mm,材料為Q235的兩種成形工藝的方管為研究對象,采用鉆孔法對方管各個部位的殘余應力進行了測量,并觀測了焊縫處的顯組織。研究結果表明,不同成形工藝對縱向殘余應力的分布影響較大,焊縫處的殘余應力大。“圓成方”過程中施加較大的焊接壓力使得其焊接熱影響區寬度小于“直接成方”工藝條件下焊接熱影響區的寬度,且抑制了奧氏體晶粒長大,冷卻后獲得較為細小均勻的晶粒。
直縫電焊鋼管經過壓鑄,操作過程中液態金屬的填充速度極快,型腔內的氣體難以完全,導致壓鑄件具有氣孔和氧化夾雜物,從而減少了壓鑄件的質量。由于孔中的氣體在高溫下膨脹,因此壓鑄部件的表面起泡。因此,焊接鋼管通常不進行熱處理,不適合在高溫下作業。
不適合小批量生產。主要原因是壓鑄機和壓鑄模具價格昂貴,壓鑄機生產效率高,小批量生產是不經濟的。壓鑄件尺寸受到限制。由于壓鑄機的夾緊力和壓模尺寸的限制,不能壓鑄大型壓鑄件。對于復雜的凹鑄件,壓鑄很難。
壓鑄合金的類型受到限制。由于壓鑄模具受使用溫度的限制,因此高熔點合金(例如黑色金屬)的壓鑄壽命低,并且難以在實際生產中使用。當前用于壓鑄的合金主要是鋅合金,鋁合金,鎂合金和銅合金。
沖頭和模具之間的間隙對于焊接鋼管的質量極為重要。落料間隙直接影響沖孔,落料部的質量,模具壽命,卸模力,推壓力,沖孔力和尺寸精度過大,板材彎曲拉伸,毛刺粗大。顯然壞了。該部分的質量很差;間隙太小,擠壓加劇,毛刺向外增加,模具嚴重磨損,壽命縮短。
山西臨汾彥發金屬材料銷售有限公司地理位置優越,交通便利,設備齊全,技術先進,實行嚴格的質量管理體系。 主要生產和供應各種 鍍鋅方管等幾十個品種,上千個規格。
方管2、方管2廠家,彥發金屬材料銷售有限公司(臨汾分公司)為您提供方管2、方管2廠家產品案例,聯系人:周彥輝,電話:18762195566、18762195566,QQ:1453191395,發貨地:高營鋼材市場西排2號。








