

以下是:金華市蘭溪市鍍鋅管3_來電咨詢的產品參數
產品參數 產品價格 電議 發貨期限 電議 運費說明 電議 品牌 正大、京華、友發 代理地域 華北 供貨總量 10000噸 范圍 鍍鋅管3_供應范圍覆蓋浙江省、金華市、蘭溪市、婺城區、金東區、武義縣、浦江縣、磐安縣、義烏市、東陽市、永康市等區域。 【彥發】持續拓展產品矩陣,現有永康鍍鋅方管誠信經營現貨現發、金東鍍鋅方管源頭直供、武義鍍鋅方管用好材做好產品、義烏鍍鋅方管精心選材、浦江鍍鋅方管一站式采購方便省心、磐安鍍鋅方管專心專注專業等,滿足不同場景需求。鍍鋅管3_來電咨詢_彥發金屬材料銷售(金華市蘭溪市分公司),固定電話:【18762195566】,移動電話:【18762195566】,聯系人:周彥輝,高營鋼材市場西排2號。 浙江省,金華市,蘭溪市 蘭溪市,浙江省轄縣級市,由金華市代管,位于浙江省中西部,地理坐標為北緯29°1'20"—29°27'30",東經119°13'30"—119°53'50",總面積1313平方千米。氣候屬東亞副熱帶季風區。溫暖濕潤。截至2023年6月,蘭溪市轄6個街道、7個鎮、3個鄉,市人民政府駐蘭江街道府前路81號 。截至2022年末,蘭溪市常住人口為57.8萬。
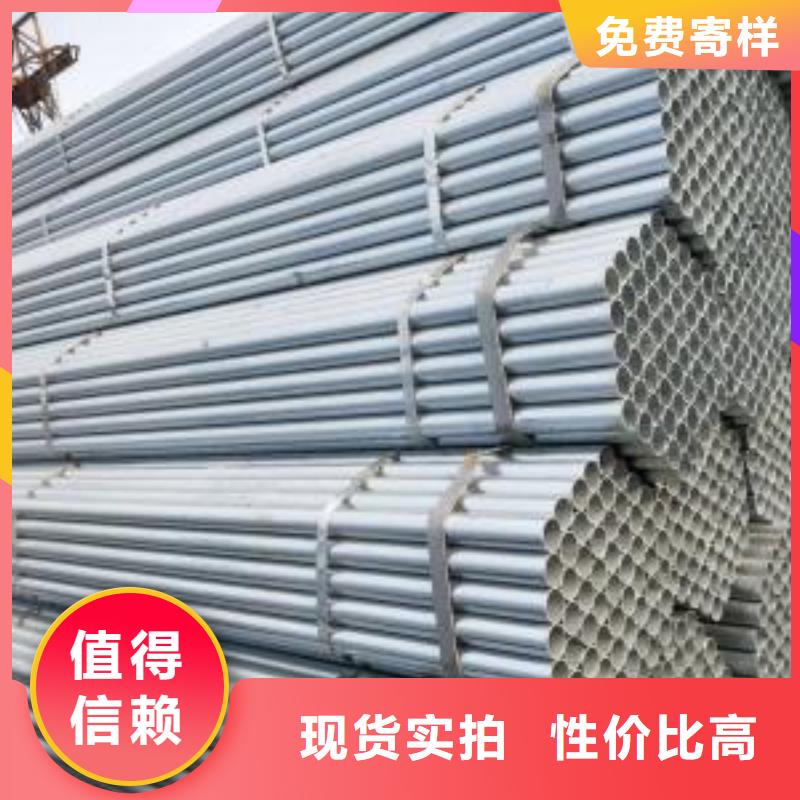
想要了解鍍鋅管3_來電咨詢產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。以下是:金華蘭溪鍍鋅管3_來電咨詢的圖文介紹
鍍鋅方管在焊接時,需要注意哪些方面?熱鍍鋅方管加工廠家為您講述:
一、采用垂直外特性的電源,直流時采用正極性(焊絲接負極),一般適合于6mm一下薄板的焊接產能過剩,具有焊縫成型美觀降低產能,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50~55 A時,氬氣流量為8~10L/min流動性不足,當電流為50~250A時,氬氣流量為2~5L/min。鎢極從氣體噴嘴突出的長度以4~5mm為宜,在角焊等遮蔽性較差的地方是2~3mm技術進步,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。為防止焊接氣孔的出現,焊接部位如有鐵銹、油污等清務必清理干凈,焊接電弧的長度,焊接普通鋼材時大富余量,以2~4mm為宜,而焊接不銹鋼時其大根源,以1~3mm為宜,過長則保護效果不好。對接打底時,為防止底層焊道的背面被氧化鍍鋅方管,背面也需要實施氣體保護。為使氬氣很好地保護焊接熔池,便于施焊操作,鎢極中間線與焊接處工件一般應該保持在80~85°角降低生產,填充焊絲與工件表面夾角應盡可能地小,一般為0°左右。
金華蘭溪彥發金屬材料銷售有限公司十分重視質量管理,建立了完善,持續,檢測體系。多年來以建立起了完善的銷售網絡,有著豐富實踐經驗高素質的技術人員組成的銷售和技術服務隊伍,隨時竭誠為廣大用戶服務;將負責有關 鍍鋅方管產品的技術服務,技術咨詢,銷售,此外還可以根據用戶的要求定制,設計,制造各種非標準 鍍鋅方管產品。鍍鋅管3_來電咨詢
消防管道螺紋連接管道變徑時,絲扣連接應采用異徑管零件,避免采用補芯。如需補芯時,彎頭上下不得使用,三通零件上只允許用一個,四通零件上不超過兩個。螺紋連接的密封填料應均勻附在管道的螺紋部分。擰緊螺紋時,不得將密封的材料擠入管內,連接后應將外部清理干凈。
消防管道焊接連接焊接時,異徑管道的管徑二者相差不應大于50mm,如大于50mm時,應采用大小頭焊接,表面不允許有裂縫、氣孔、夾渣、溶合性飛濺、咬邊、凹陷、接頭坡口錯位等。套管(1)管道穿墻,過樓板應加套管、管道焊縫不應置于套管內,穿墻套管長度不得小于墻的厚度。(2)穿樓板套管應高出樓板或地面50mm。
管路加固管道固定采用管道吊架和防晃支架,也需要滿足以下要求:(1)在管徑為50mm或50mm以上的配水干管或配水管上于少應設置一個防晃支架,管道過長或改變方向時必須增設防晃支架。(2)相鄰兩噴頭間的管段上至少應設一個吊架。當噴頭間距小于1.8m時,可隔段設置。(3)吊架、防晃支架宜直接固定于建筑物上,安裝位置應符合規范要求。
消防管道安裝
(1)報警閥以后的管路上不應有其他用水設施,并應采用鍍鋅鋼管或鍍鋅無縫鋼管。
(2)自動噴水滅火的管道應設有坡度,并坡向排水管或輔助排水管。濕式系統干管的坡度不應小于0.002°,配水管、配水支管的坡度不小于0.005°。(3)所有配水管或配水支管的直徑不應小于25mm。
減壓孔板和節流裝置
(1)應設在直徑為50mm或50mm以上的水平管段上。
(2)孔板應安裝在水流轉彎下游一側自管段上,與彎管的距離不能小于設置管段直徑的兩倍。
(3)節流管的長度不宜小于1.0m。
管道色標消防配水干管、配水管道應涂以紅色或紅色環圈標記,以區分其他管道。
鋼帶表面缺陷常見的有鐮刀彎、波浪形、縱剪啃邊等幾種,鐮刀彎和波浪形一般出現在冷軋鋼帶軋制過程中,是由壓下量控制不當造成的。在鋼管成型過程中,鐮刀彎和波浪形會引起帶鋼的跑偏或翻轉,容易使鋼管焊縫產生搭焊,影響鋼管的質量。鋼帶的啃邊(即鋼帶邊緣呈現鋸齒狀凹凸不平的現象),一般出現在縱剪帶上,產生原因是縱剪機圓盤刀刃磨鈍或不鋒利造成的。由于鋼帶的啃邊,時時出現局部缺肉,使鋼帶在焊接時易產生裂紋、裂縫而影響焊縫質量的穩定性。
當鋼帶的寬度小于允許偏差時,焊接鋼管時的擠壓力減小,使得鋼管焊縫處焊接不牢固,出現裂縫或是開口管;當鋼帶的寬度大于允許偏差時,焊接鋼管時的擠壓力增加,在鋼管焊縫處出現尖嘴、搭焊或毛刺等焊接缺陷。所以,鋼帶寬度的波動,不但影響了鋼管外徑的精度,而且嚴重影響了鋼管的表面質量。對要求同一斷面壁厚差不超過規定值的鋼管,即要求壁厚均勻程度高的鋼管,鋼帶厚度的波動,會將同一卷鋼帶厚度差超出的允許值轉移到成品鋼管的壁厚差,使大批鋼管厚度超出允許偏差而判廢。厚度的波動不僅影響成品鋼管的厚度精度,同時,由于鋼帶的厚薄不一,使鋼管在焊接時,擠壓力和焊接溫度不穩定,造成了鋼管焊接時焊縫質量不穩定。
此外,由于鋼材內部存在著夾層、雜質、沙眼等材料缺陷,也是影響鋼管質量的一個重要因素。因此,在鋼帶焊接前,要檢查每卷鋼帶的表面質量和幾何尺寸,對鋼帶質量不符合標準要求的,不要進行生產,以免造成不必要的損失。
今年在金華市蘭溪市購買鍍鋅管3_來電咨詢有了新選擇,彥發金屬材料銷售(金華市蘭溪市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的鍍鋅管3_來電咨詢產品。如需購買或咨詢,請隨時聯系我們,聯系人:周彥輝-【18762195566】,地址:高營鋼材市場西排2號。