

以下是:支持定制的異型鋼管生產廠家的產品參數支持定制的異型鋼管生產廠家,亞華鋼管有限公司(九龍分公司)為您提供支持定制的異型鋼管生產廠家的資訊,聯系人:胡經理,電話:15066480076、15066480076,QQ:1050645133,發貨地:匯通物流園C區303。 四川省,甘孜藏族自治州,九龍縣 九龍是一個以藏、漢、彝為主體,回、苗、白、瑤、羌、土家族等十二個少數民族聚居縣,藏、漢、彝三個主體民族幾乎各占三分之一。長期以來各民族相互交融,共同發展,形成了獨具特色的民俗文化,既有藏區特有風貌,又有彝區獨有原始與古樸。
我們誠意滿滿地為您制作了這部支持定制的異型鋼管生產廠家產品視頻,旨在、多角度地展現產品的各項功能和特點。通過觀看這部視頻,您將更直觀地了解產品的設計理念、材質選擇以及獨特優勢。
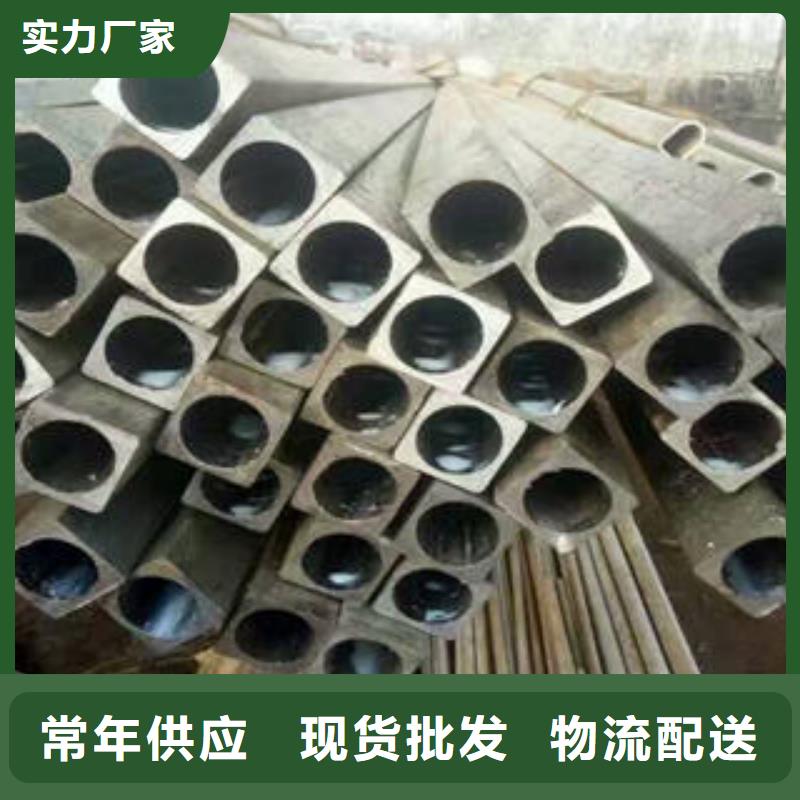
以下是:支持定制的異型鋼管生產廠家的圖文介紹亞華鋼管有限公司專業生產甘孜九龍無縫鋼管甘孜九龍無縫鋼管的圖文介紹
專業可靠可靠
先進的經營理念和科學的管理模式,使甘孜九龍亞華鋼管有限公司贏得了 無縫鋼管市場的認可。專業的技術、服務,使公司得到了客戶的尊敬。多年來,承蒙各界朋友的支持與信賴,以及本公司全體員工的不懈努力下,取得了可觀的經濟效益和良好的社會效益。在激烈的市場競爭中樹立起自身良好的公司形象,取得了豐爍的成果。
控制異型管厚度波動的九點措施:
(一)將乳化液的濃度由2.5%提高到4%左右,增大軋制過程中軋輥與異型管帶鋼有效接觸區的油膜厚度,提高潤滑性能,降低摩察系數,從而降低軋制力,改善厚度波動。
(二)通過添加酸性添加劑,使乳化液pH值控制在5-5.5,使軋制油顆粒度趨于增大,降低乳化液穩定性,使ESI由60%-80%降低到40%-60%,從而提高油水分離效果,改善異型管的潤滑條件。
(三)降低工作輥輥面粗糙度,將輥面粗糙度由0.8-1.0μm減小到0.4-0.6μm。
(四)壓縮軋制道次,減小因加工硬化引起變形抗力增大導致的異型管道次軋制力增大,厚度波動。
(五)將軋機正常生產時乳化液的加熱溫度由50-55 ℃,提高為55-60 ℃,以加快乳化液油滴分子的運動速度,使油滴分子聚集度增大,改善潤滑條件。
(六)啟車后直接升速軋制,以改善乳化液潤滑條件,增加軋輥與異型管帶鋼之間軋制油量和油膜厚度,減小摩察系數,降低軋制力,減小厚度波動。
(七)增加工作輥熱輥時間,使輥面熱凸度均勻。對于輥徑-385mm的工作輥適當增加軋制燙輥材。軋制燙輥材就是軋制0.3mm以下薄規格帶鋼之前,先軋制2、3卷0.6mm以上帶鋼,讓工作輥輥面與輥身熱透性均勻,保證有效壓下效率,解決軋輥壓靠時有效軋制力減小問題。
(八)將異型管道次壓下率由25%左右提高到30%以上,并將成品道次軋制時手動加卷取張力,以彌補壓下率調整后的不足,保證成品道次軋制到目標厚度。
(九)優先使用小輥徑工作輥,通過軋輥優化分配,盡量安排小輥徑工作輥生產0.3mm以下薄規格的異型管帶鋼。異型管沖壓生產時在保證送料必要時間的前提下,盡量縮短送料時間,但提高送料速度會對精度產生不良的影響。送料精度的優劣直接影響著異型管的精度和品質,因此保持良好的送料精度是非常必要的。
在甘孜市九龍縣采購支持定制的異型鋼管生產廠家請認準亞華鋼管有限公司(九龍分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:胡經理-15066480076,QQ:1050645133,地址:匯通物流園C區303)。











