以下是:太原市古交市買無縫鋼管必看-廠家直銷的產品參數
產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 范圍 買無縫鋼管必看-直銷供應范圍覆蓋山西省、太原市、古交市、小店區、迎澤區、杏花嶺區、尖草坪區、萬柏林區、晉源區、清徐縣、陽曲縣、婁煩縣等區域。 【開安】為客戶提供多樣化產品,包括小店球墨鑄鐵管工廠直營、陽曲球墨鑄鐵管產品性能、婁煩球墨鑄鐵管安心購、清徐球墨鑄鐵管直銷廠家、晉源球墨鑄鐵管精致工藝等,適配多元場景需求。買無縫鋼管必看-廠家直銷,開安管業(太原市古交市分公司)為您提供買無縫鋼管必看-廠家直銷的資訊,聯系人:夏志明,電話:【13562007212】、【13562007212】。 山西省,太原市,古交市 古交市主要景點有紅豆山莊、古交千佛寺、晉綏八分區舊址等。2021年7月15日,古交市入選“第四批節水型社會建設達標縣(區)名單”。2022年12月19日,古交市入選“2021年度省級平安縣(市、區)”名單。
精心打磨的產品視頻已準備就緒,它將帶您深入買無縫鋼管必看-廠家直銷的魅力世界,讓您重新發現產品的無限可能。以下是:太原古交買無縫鋼管必看-廠家直銷的圖文介紹
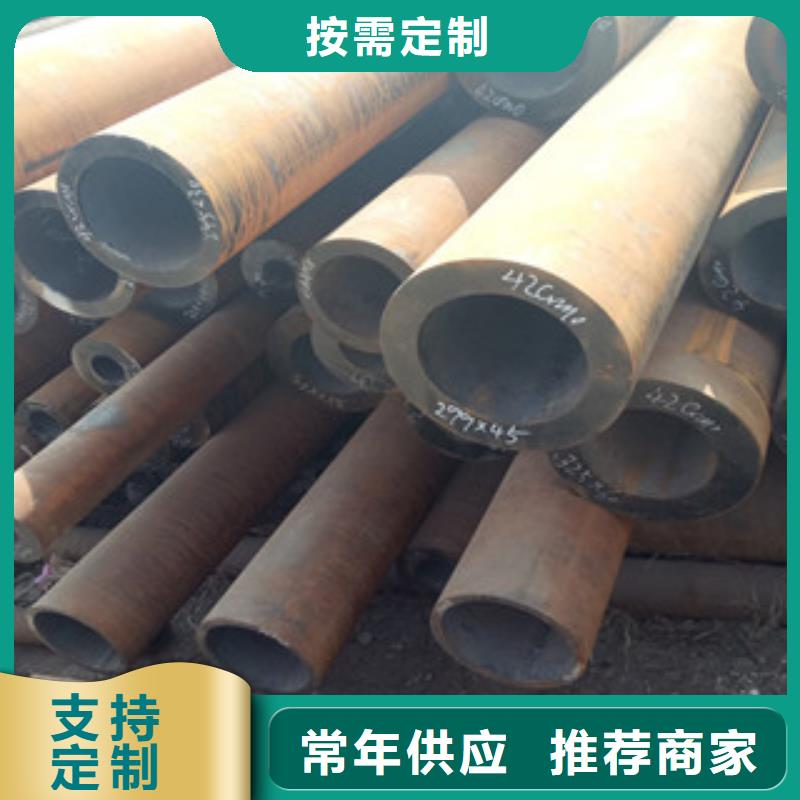
我公司專業經營鋼管規格:5mm*1mm—1020mm*200mm高壓合金管、外徑38mm-127mm冷軋高壓合金管、外徑127mm-377mm,壁厚16mm-100mm,外徑精度±0.5%,壁厚精度±5%熱軋中厚壁高壓合金管、16Mn外徑400—1600mm、壁厚20—60mm的大口徑厚壁卷管,可定尺到16米及各種規格的無縫方管、異型高壓合金管等.常備鋼管種類有:結構用高壓合金管、流體用高壓合金管、液壓高壓合金管、電力用高壓合金管、石油輸送用高壓合金管、化肥設備用高壓合金管、煤礦用高壓合金管、不銹鋼高壓合金管、化工用高壓合金管、紡織機械用高壓合金管、汽車;水利用高壓合金管,精密高壓合金管、光亮高壓合金管、軍工醫療用高壓合金管、管道用高壓合金管、支柱用高壓合金管、合金無縫管、高壓無縫管、大口徑直縫焊管等。適用于工程、煤礦 、紡織、電力、合金、機械、軍工等各個領域。公司以良好的譽、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市及國外,產品深得用戶依賴。
太原古交開安管業有限公司是一個集研發、設計、生產、銷售等一體的專業 球墨鑄鐵管公司,質量保證,價格優惠。公司擁有專業的研發設計能力,精心研究、精致設計、精細制作,力求方便客戶管理的思索,研發出各類近百個品種規格的 球墨鑄鐵管,適合于多種需求,為客戶創造了良好的經濟效益。從選料、生產到成品檢驗,公司對質量進行嚴格的控制,直至終端 球墨鑄鐵管產品合格,以好的 球墨鑄鐵管產品出產,對售出產品進行跟蹤服務,及時解決售后,服務客戶。
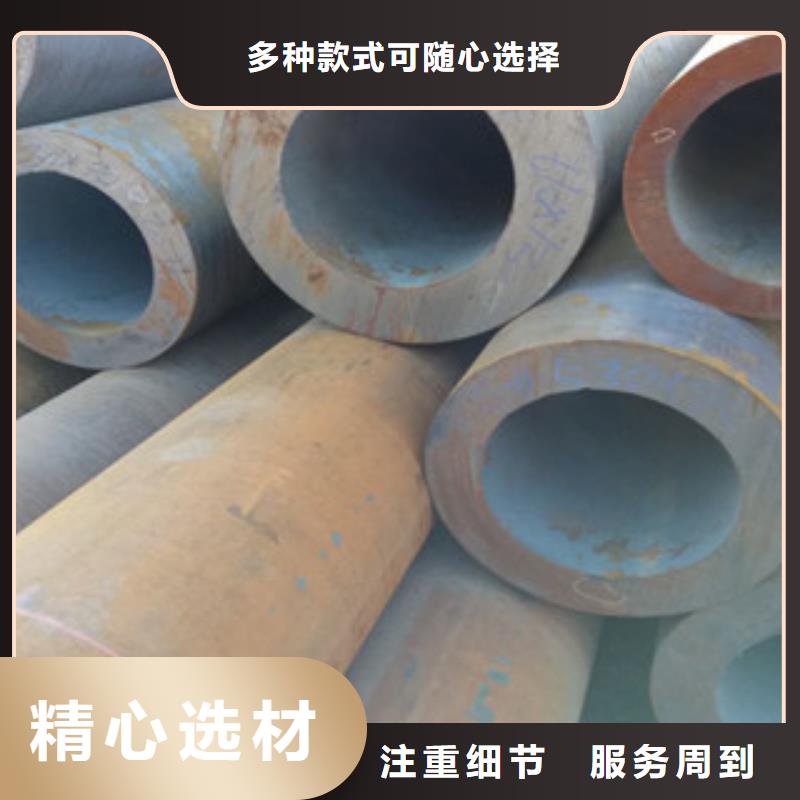
無縫鋼管用什么材料做的
由整塊金屬制成的表面上沒有接縫的鋼管,稱為無縫鋼管。依據消費辦法,無縫管分熱軋管、冷軋管、冷拔管、擠壓管、頂管等。按照斷面外形,無縫鋼管分圓形和異形兩種,異形管有方形、橢圓形、三角形、六角形、瓜子形、星形、帶翅管多種復雜外形。大直徑達650mm小直徑為 0.3mm依據用處不同,有厚壁管和薄壁管。無縫鋼管主要用做石油地質鉆探管、石油化工用的裂化管、鍋 爐管、軸承管以及汽車、拖拉機、航空用高精度構造鋼管。
分類
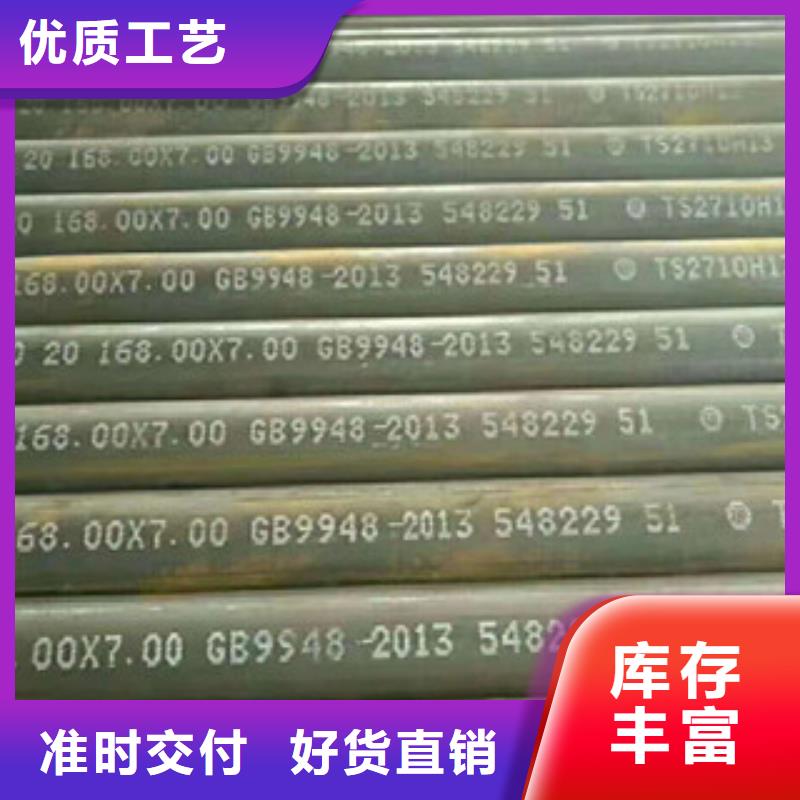
沿其橫截面的周邊上無接縫的鋼管。依據消費辦法不同分為熱軋管、冷軋管、冷拔管、擠壓管、頂管等,均有各自工藝規則。材質有普通和優質碳素構造鋼(Q215-A Q275-A 和1050號鋼)低合金鋼(09MnV16Mn等)合金鋼、不銹耐酸鋼等。按用處分為普通用處的用于輸水、氣管道和構造件、機械零件)和專用的用于鍋爐、地質勘探、軸承、耐酸等)兩類。
用處
無縫鋼管用處很普遍。普通用處的無縫鋼管由普通的碳素構造鋼、低合金構造鋼或合金構造鋼軋制,產量多,主要用作保送流體的管道或構造零件。.2依據用處不同分三類供給:a按化學成分和機械性能供給;b按機械性能供給;c按水壓實驗供給。按ab類供給的鋼管,如用于承受液體壓力,也要停止水壓實驗。3特地用處的無縫管有鍋爐用無縫管、化工電力用,地質用無縫鋼管及石油用無縫管等多種。
無縫鋼管具有中空截面,大量用作保送流體的管道,如保送石油、自然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,抗彎抗扭強度相同時,重量較輕,一種經濟截面材。
合金鋼管焊前準備
試件采用15CrMo鋼管,規格為φ325×25,坡口型式及尺寸見圖1。
焊前用角向磨光機將坡口內外及坡口邊緣50mm范圍內打磨至露出金屬光澤,然后用丙酮清洗干凈。
試件為水平固定位置,對口間隙為4mm,采用手工鎢極氬弧焊沿園周均勻點焊六處,每處點固長度應不小于20mm。焊條按表2的規范進行烘烤。
表2 焊條烘烤規范
焊條型號 烘烤溫度 保溫時間
E8018-B2 300 ℃ 2h
E309Mo-16 150 ℃ 1.5h
2.3 焊接工藝參數
按方案Ⅰ焊前需進行預熱,根據Tto-Bessyo等人提出的計算預熱溫度公式:
To=350√[C]-0.25(℃) 式中,To——預熱溫度,℃。
[C]=[C]x [C]p [C]p=0.005S[C]x
[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,
[C]x——成分碳當量;
[C]p——尺寸碳當量; S——試件厚度(本文中S=25mm);
[C]x=C (Mn Cr)/9 7/90Mo=0.361
[C]p=0.045 則To=138℃
因此預熱溫度選為150℃。采用氧-乙炔焰對試件進行加溫,先用測溫筆粗略判斷試件表面的的溫度(以筆跡顏色變化快慢進行估計),后用半導體點溫計測定,測量點至少應選擇三點,以保證試件整體均達到所要求的預熱溫度。
焊接時,層采用手工鎢極氬弧焊打底,為避免仰焊處焊縫背面產生凹陷,送絲時采用內填絲法,即焊絲通過對口間隙從管內送入。其余各層采用焊條電弧焊,共焊6層,每個焊層一條焊道。
買無縫鋼管必看-廠家直銷_開安管業(太原市古交市分公司),固定電話:【13562007212】,移動電話:【13562007212】,聯系人:夏志明,東昌府區鳳凰工業園百億鋼管物流園A區28號。