

以下是:石家莊市深澤縣精密管商家優選的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 精密管商家優選供應范圍覆蓋河北省、石家莊市、深澤縣、長安區、橋東區、橋西區、井陘礦區、裕華區、井陘縣、正定縣、欒城縣、行唐縣、靈壽縣、高邑縣、贊皇縣、無極縣、平山縣、元氏縣、趙縣、辛集市、藁城區、晉州市、新樂市、鹿泉區等區域。 【中建】業務覆蓋多領域場景,主營行唐304不銹鋼管、精工細作品質優良、正定304不銹鋼管、實力優品、新樂304不銹鋼管、您身邊的廠家、趙縣304不銹鋼管、為您提供一站式采購服務、橋西304不銹鋼管、優質材料廠家直銷、欒城304不銹鋼管、把實惠留給您、鹿泉304不銹鋼管、一站式采購等產品服務。精密管商家優選,中建金屬制品(石家莊市深澤縣分公司)為您提供精密管商家優選的資訊,聯系人:付經理,電話:【18762195566】、【18762195566】。 河北省,石家莊市,深澤縣 2020年,深澤縣地區生產總值73.7億元,年均增長6.4%。
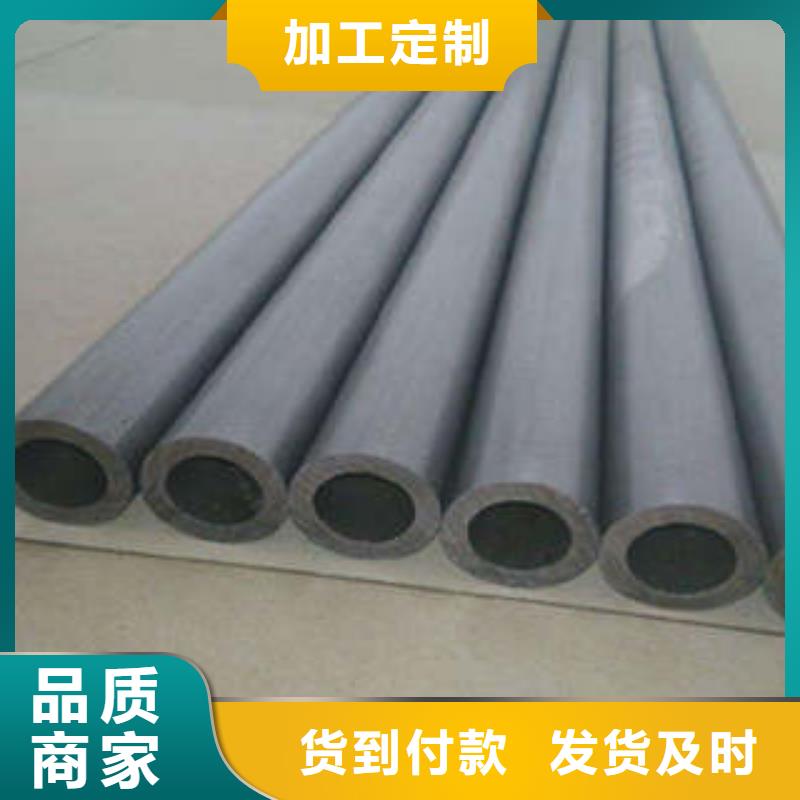
精密管商家優選視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。以下是:石家莊深澤精密管商家優選的圖文介紹精密鋼管溫度主要受高頻渦流熱功率的影響,根據公式可知,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π式中:f-激勵頻率;C-激勵回路中的電容,電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/電流上式可知,激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制精密鋼管溫度的目的。對于低碳鋼,精密鋼管溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。另外,精密鋼管溫度亦可通過調節精密鋼管速度來實現。
精密管是具有很多的公差和尺寸的,只有精密管在進行制作的過程中才會達到一個公差的一個規范操作,由于精密管在進行制作的過程中是要進行公差的選擇的,這樣的話精密管在進行設計中才會有更好地效果。精密管一般在進行選擇公差的時候要保證常見的尺寸的規范性,還要注意精密管公差的各種的條件和市場的綜合的需求,這樣的話精密管在加工的時候就會保證比較好的效果。電位差計用的精密管型材斷面為“︼”型材重量30 g/m,斷面尺寸公差范圍為±0 07 mm.織機用的精密管型材斷面為“■”,斷面尺寸公差為±0.04mm,角度偏差小于0.5°,彎曲度為0.83×L。A1050、A1100、A3003、A6061、A6063(低、中強度合金)小型精密擠壓型材的小壁厚0.5mm,小斷面積20mm2.A5083、A2024、A7075、(中、高強度鋁合金)小型精密擠壓型材的小壁厚0.9mm,小斷面積110mm2。
精密鋼管應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,精密鋼管強度下降;反之,精密鋼管邊緣加熱不足,擠壓后成型不良。精密鋼管是一個或一組精密鋼管專用磁棒,精密鋼管的截面積通常應不小于鋼管內徑截面積的70%,其作用是使感應圈、精密鋼管精密鋼管邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在精密鋼管精密鋼管邊緣附近,使精密鋼管邊緣加熱到精密鋼管溫度。精密鋼管用一根鋼絲拖動在精密鋼管內,其中心位置應相對固定在接近擠壓輥中心位置。開機時,由于精密鋼管快速運動,精密鋼管受精密鋼管內壁的磨擦而損耗較大,需要經常更換。精密鋼管經精密鋼管和擠壓后會產生焊疤,需要。方法是在機架上固定刀具,靠精密鋼管的快速運動,將焊疤刮平。精密鋼管內部的毛刺一般不。
石家莊深澤中建金屬制品有限公司每個員工堅持“ 304不銹鋼管,質量鑄就品牌”的企業宗旨致力于企業核心競爭力,鑄造鮮明的企業文化,追求可持續發展 打造強勢品牌,實現科技富民,產業報國之宏愿。
對于 304不銹鋼管,產品質量:我們要求精益求精!
對于服務:我們永遠用微笑對待每位客戶!
對于售后:我們用真誠的態度為每位客戶分擔!
規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋管外徑5~200mm。壁厚2.5~12mm。 外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。 鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。 冷拔或冷軋精密 P91精密鋼管《表面質量》參照GB3639-83。精密鋼管是用實心管坯經穿孔后軋制的,按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。精密鋼管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產精密鋼管是較先進的方法。
精密管商家優選_中建金屬制品(石家莊市深澤縣分公司),固定電話:【18762195566】,移動電話:【18762195566】,聯系人:付經理,經濟開發區遼河路東首1號興隆市場中部。













