| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 3860 |
| 發(fā)貨期限 | 協(xié)商 |
| 供貨總量 | 1000000000 |
| 運(yùn)費(fèi)說(shuō)明 | 3 |
| 產(chǎn)地 | 山東 |
| 品牌 | 功誠(chéng) |
| 是否進(jìn)口 | 否 |

縫管實(shí)力廠家供應(yīng)")
縫管實(shí)力廠家供應(yīng)")
無(wú)縫鋼管調(diào)質(zhì)件淬火后的硬度應(yīng)該達(dá)到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就說(shuō)明工件未得到完全淬火,組織中可能出現(xiàn)索氏體甚至鐵素體組織,這種組織通過(guò)回火,仍然保留在基體中,達(dá)不到調(diào)質(zhì)的目的。
無(wú)縫鋼管淬火后的高溫回火,加熱溫度通常為560~600℃,硬度要求為HRC22~34。因?yàn)檎{(diào)質(zhì)的目的是得到綜合機(jī)械性能,所以硬度范圍比較寬。但圖紙有硬度要求的,就要按圖紙要求調(diào)整回火溫度,以保證硬度。如有些軸類(lèi)零件要求強(qiáng)度高,硬度要求就高;而有些齒輪、帶鍵槽的軸類(lèi)零件,因調(diào)質(zhì)后還要進(jìn)行銑、插加工,硬度要求就低些。關(guān)于回火保溫時(shí)間,視硬度要求和工件大小而定,我們認(rèn)為,回火后的硬度取決于回火溫度,與回火時(shí)間關(guān)系不大,但必須回透,一般工件回火保溫時(shí)間總在一小時(shí)以上。
無(wú)縫鋼管重量計(jì)算公式:[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
供給端來(lái)看,由于鋼廠環(huán)保設(shè)備上馬,環(huán)保限產(chǎn)停工對(duì)鋼廠產(chǎn)量的影響也會(huì)變小,供給端能保持相對(duì)穩(wěn)定。需求成為影響無(wú)縫鋼管價(jià)格走勢(shì)的主要因素,從需求趨勢(shì)來(lái)看,較旺盛的需求,至少會(huì)持續(xù)到3月份,甚至?xí)掷m(xù)到二季度初。
縫管實(shí)力廠家供應(yīng)")
縫管實(shí)力廠家供應(yīng)")
縫管實(shí)力廠家供應(yīng)")
鐵物資有限公司(承德分公司)位于大橋路121號(hào),公司注冊(cè)資金500萬(wàn)元,主營(yíng) 鍍鋅鋼管。公司致力于為客戶提供高質(zhì)量低成本的 鍍鋅鋼管產(chǎn)品為目標(biāo)。公司秉承誠(chéng)信經(jīng)營(yíng),以質(zhì)量求信譽(yù)、以信譽(yù)求發(fā)展的原則來(lái)滿足客戶的各種需求,也竭誠(chéng)歡迎廣大新老客戶來(lái)電、來(lái)人洽談業(yè)務(wù)和指導(dǎo)工作!
縫管實(shí)力廠家供應(yīng)")
縫管實(shí)力廠家供應(yīng)")
冷拔無(wú)縫鋼管制造時(shí)的常見(jiàn)問(wèn)題
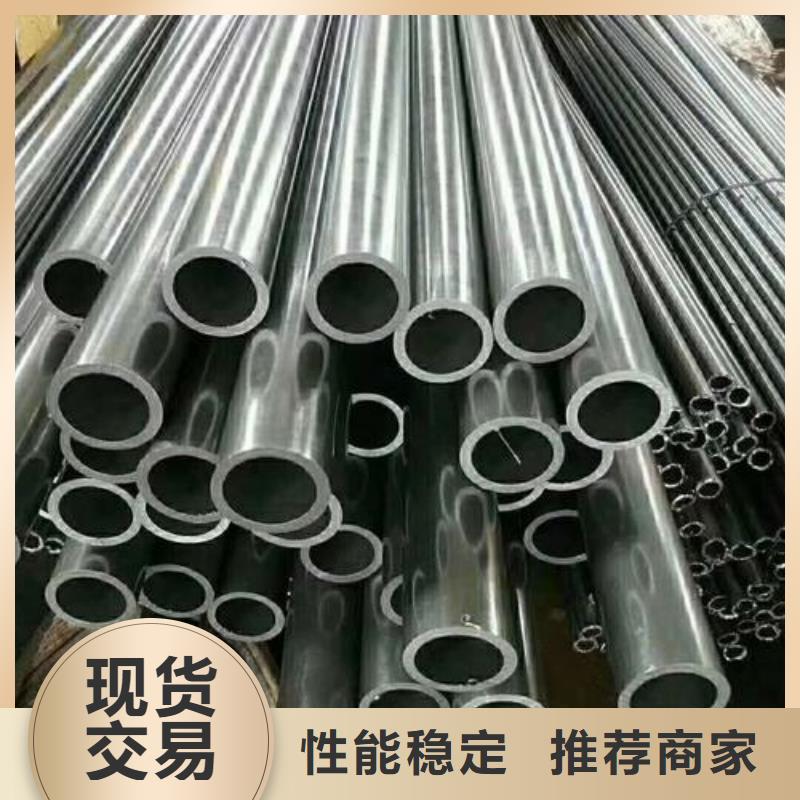
冷拔無(wú)縫鋼管具備內(nèi)外壁無(wú)空氣氧化層、承擔(dān)髙壓無(wú)滲漏、高精密、高光滑度、冷拔不形變、擴(kuò)口擠扁無(wú)縫隙、表層已作防銹等特性,適用于機(jī)械系統(tǒng)、液壓機(jī)械及小車(chē)摩托的氣動(dòng)式或液壓件,如汽缸或液壓缸等。
冷拔基礎(chǔ)的生產(chǎn)流程是:熱扎毛管—>毛管查驗(yàn)、刃磨—>毛管酸洗鈍化—>毛管酸洗鈍化后復(fù)查—>冷拔—>精拉道次前校直—>酸洗鈍化、潤(rùn)化—>精拉—>制成品前解決—>進(jìn)庫(kù)。
制造必須留意操縱:
1、毛管
毛壁厚厚要?jiǎng)蚍Q(chēng)、內(nèi)外表層缺點(diǎn)少;要配備外表層打磨拋光及內(nèi)螺紋缺點(diǎn)機(jī)器設(shè)備。
2、復(fù)查
與一般冷拔無(wú)縫鋼管對(duì)比,冷拔精密無(wú)縫管制造了熱扎毛管酸洗鈍化復(fù)查工藝流程,關(guān)鍵是要確保毛在水管外表層無(wú)伸縮、裂痕等缺點(diǎn),掉內(nèi)表層存有伸縮、比較嚴(yán)重畫(huà)線、表面等缺點(diǎn)的毛管。
3、專(zhuān)用工具
一般冷拔無(wú)縫鋼管制造所應(yīng)用的專(zhuān)用工具的表層光滑度規(guī)定在Ra0.4左右,規(guī)格精密度超過(guò)H3左右,強(qiáng)度規(guī)定在HRC70左右。另外規(guī)定拉撥全過(guò)程中不可以出現(xiàn)頂邊或磨具粘鋼狀況。
4、淬火
淬火在全部的冷拔管制造中是十分關(guān)鍵的工藝流程,淬火品質(zhì)的優(yōu)劣既危害無(wú)縫鋼管的特性也危害氧化鐵皮的。冷拔無(wú)縫鋼管必須配備無(wú)空氣氧化光亮退火爐機(jī)器設(shè)備。
5、酸洗鈍化
無(wú)縫鋼管在鹽酸酸洗鈍化全過(guò)程中非常容易產(chǎn)生以Fe2O3、Fe3O4主導(dǎo)的“黑渣”,在事后制造中產(chǎn)生表層黃斑。Fe2O3、Fe3O4溶于于硫酸,為避免黃斑產(chǎn)生則在酸池中添加5-10g/l的NaCl。
6、潤(rùn)化
應(yīng)取用環(huán)氧樹(shù)脂作潤(rùn)滑液,這類(lèi)潤(rùn)化與磷化處理加潤(rùn)化(皂腳)對(duì)比有顯著的差別,拔制出去的無(wú)縫鋼管展現(xiàn)鐵常規(guī)的原色,具有高的光滑度又有冷扎管一樣的好看外型顏色。
制造冷拔無(wú)縫鋼管的工業(yè)控制系統(tǒng)包含沖壓模具、淬火、酸洗鈍化、潤(rùn)化等標(biāo)準(zhǔn)操縱,另外應(yīng)在毛管質(zhì)量檢驗(yàn)、修整層面搞好工作中。
縫管實(shí)力廠家供應(yīng)")
縫管實(shí)力廠家供應(yīng)")
縫管實(shí)力廠家供應(yīng)")
南 鐵物資有限公司(承德分公司)名片")