| 產品參數 | |
|---|---|
| 產品價格 | 6500/噸 |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 小起訂 | 0.1噸 |
| 質量等級 | |
| 是否廠家 | 是 |
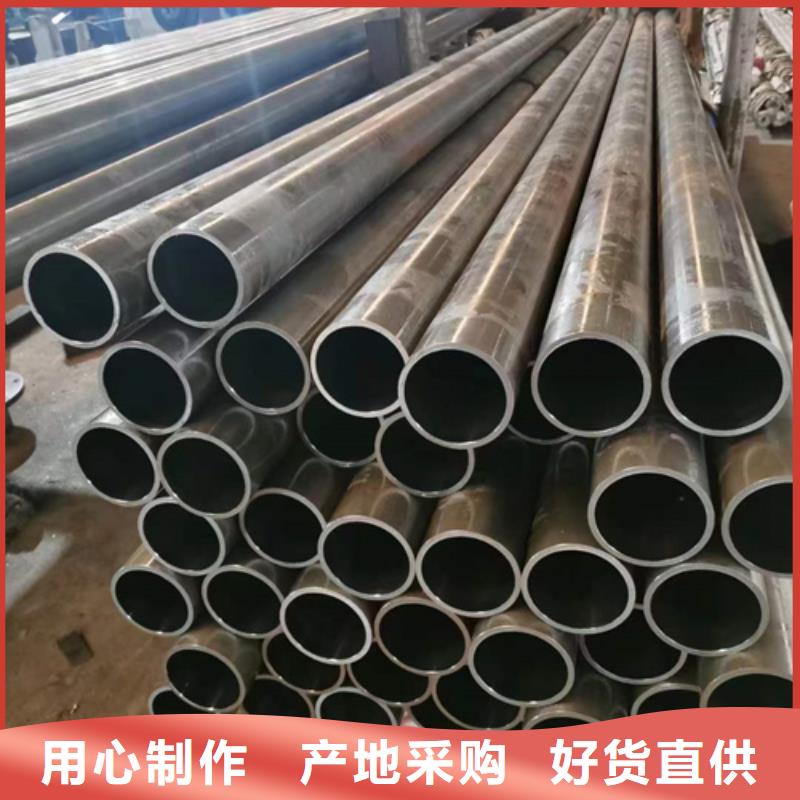
| 產品材質 | 20#無縫鋼管 |
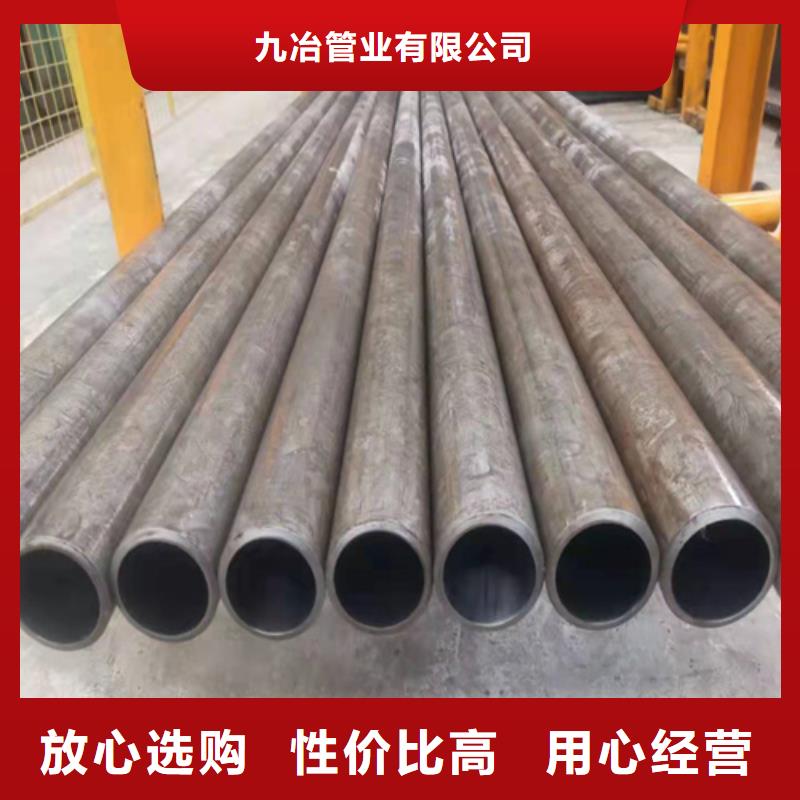
| 產品品牌 | 九冶 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領域 | 油缸機械加工 |
| 是否進口 | 否 |
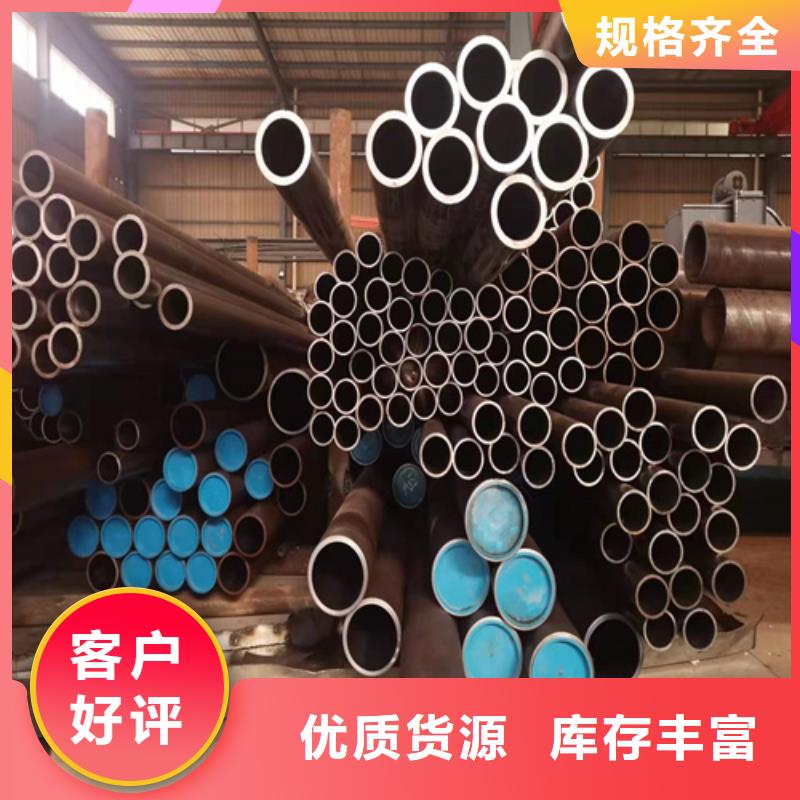
| 范圍 | 缸筒絎磨管供應范圍覆蓋河北省、石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區等區域。 |
三、加工范圍廣主要加工各種圓柱形孔:珩磨管通孔、軸向和徑向有間斷的孔,如有 徑向孔或槽的孔、鍵槽孔、花鍵孔、盲孔、多臺階孔等。另外,用專用珩磨頭,還可加工圓錐孔、橢圓孔等,但由于珩磨頭結構復雜,一般不用。用外圓珩磨工具可以珩磨圓柱體,但其去除的余量遠遠小于內圓珩磨的余量。珩磨可以加工任何材料,金剛石和立方氮化硼磨料的應用,進一步拓展了珩磨的運用領域,同 時也大大提高了珩磨加工的效率。四、切削余量少為達到圖紙所要求的精度,采用珩磨加工是所有加工方法中去除余量少的一種加工方法。在珩磨加工中,珩磨工具是以工件作為導向來切除工件多余的余量而達到工件所需的精度。珩磨時,珩磨工具先珩工件中需去余量大的地方,然后逐漸珩至需去除余量少的地方。五、糾孔能力強


有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。
厚壁絎磨管加工內孔一般采用鏜削、珩磨管鉸孔厚壁油缸管是液壓缸的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;絎磨鋼管要承受很大的液壓力,因此,應有足夠的強度和剛度。絎磨與內圓磨不同加工是用一珩磨頭伸進孔內然后由機器帶動旋轉往復并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續生產如氣缸套類.臥式的較適合較長件的生產.如果是加工鑄鐵類的生產效率轉內圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點不過比起內圓磨的方式還是要快很多.精度方面不是什么問題比起內圓磨有過之而無不及.
<保定>九冶管業有限公司 河北保定缸筒來電咨詢絎磨管名片")