| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5000/噸 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 10000 |
| 運(yùn)費(fèi)說(shuō)明 | 全國(guó)包郵 |
| 小起訂 | 一噸 |
| 質(zhì)量等級(jí) | 一級(jí) |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 萬(wàn)方 |
| 發(fā)貨城市 | 聊城 |
| 加工定制 | 可根據(jù)客戶(hù)要求定制 |
| 可售賣(mài)地 | 全國(guó) |
| 外形尺寸 | 可定制 |
| 范圍 | Q355D厚壁無(wú)縫管下單即生產(chǎn)供應(yīng)范圍覆蓋西藏、拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市 米林縣、墨脫縣、波密縣、察隅縣、朗縣等區(qū)域。 |
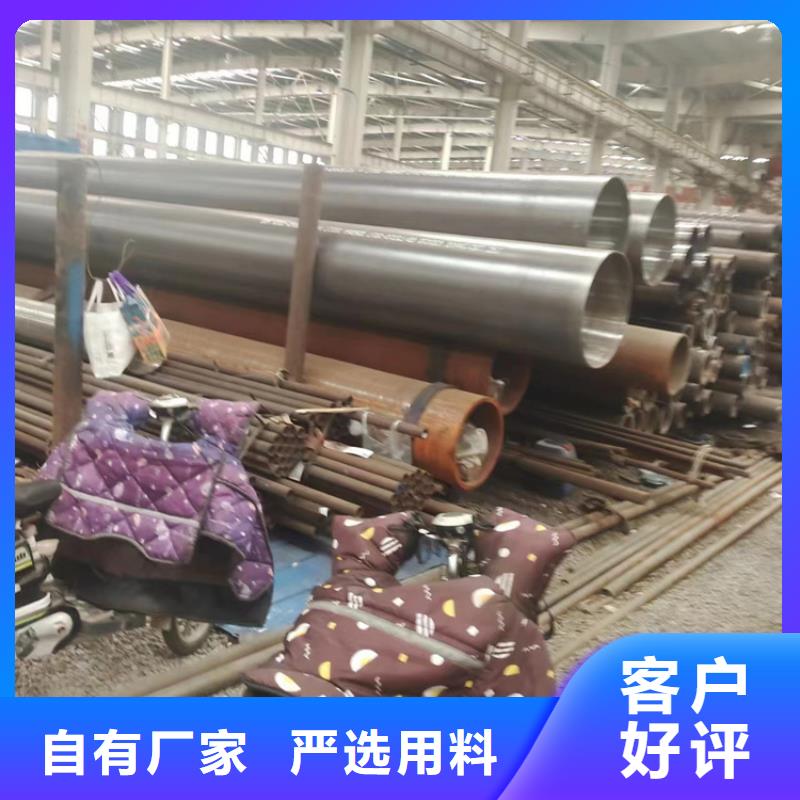
低中壓鍋爐管:林芝GB3087無(wú)縫鋼管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。GB3087無(wú)縫管在我國(guó)鋼管業(yè)中具有重要林芝GB3087無(wú)縫鋼管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問(wèn)題,將被探測(cè)出。鋼管質(zhì)檢后還要通過(guò)嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。并由吊車(chē)吊入倉(cāng)庫(kù)中。
縫管下單即生產(chǎn)") wfjs
wfjs
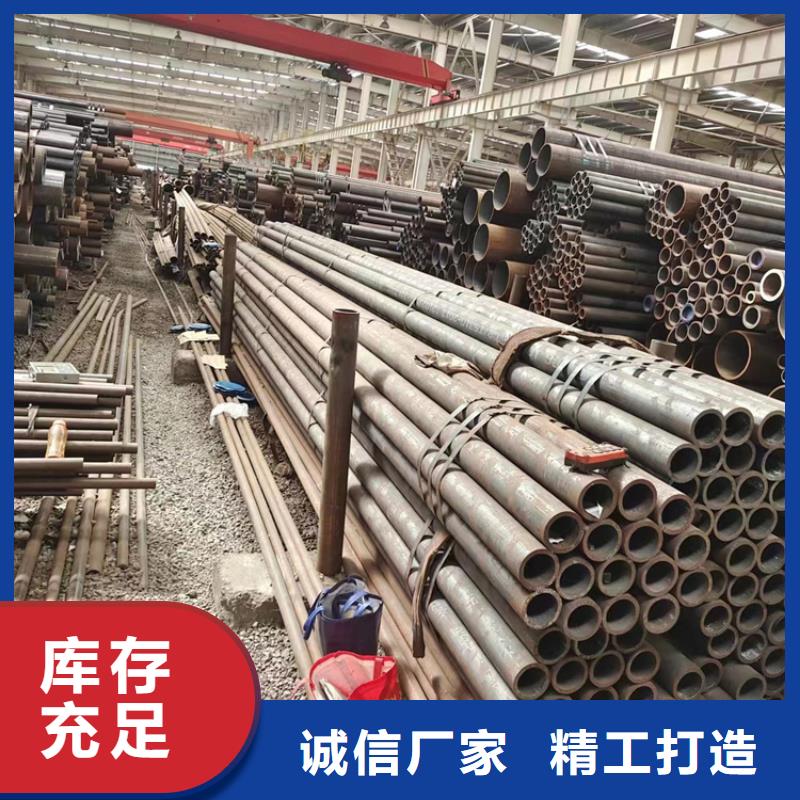
林芝熱軋無(wú)縫鋼管一般在自動(dòng)軋管機(jī)組上生產(chǎn)。檢查并去除表面缺陷后,將實(shí)心管坯切割成所需長(zhǎng)度,以管坯穿孔端端面為中心,然后送至加熱爐加熱,并在沖床上沖孔。在穿孔的同時(shí),它不斷旋轉(zhuǎn)和前進(jìn)。在輥?zhàn)雍腿拥淖饔孟拢芘鲀?nèi)部逐漸形成空腔,稱(chēng)為毛細(xì)管。然后送到自動(dòng)軋管機(jī)進(jìn)一步軋制。然后整臺(tái)機(jī)器壁厚均衡,用定徑機(jī)定徑,達(dá)到規(guī)格要求。用連續(xù)軋管機(jī)生產(chǎn)熱軋無(wú)縫鋼管是一種先進(jìn)的方法。如果想獲得尺寸更小、質(zhì)量更好的無(wú)縫管,應(yīng)采用冷軋、冷拔或兩者結(jié)合。冷軋通常在二輥軋機(jī)上進(jìn)行,鋼管在由變截面圓孔槽和固定錐形塞組成的環(huán)形孔型中軋制。冷拔通常在0.5~100t的單鏈或雙鏈冷拔機(jī)上進(jìn)行。擠壓法是將加熱后的管坯放入密閉的擠壓筒中,使穿孔桿和擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的模孔中擠壓出來(lái)。這種方法可以生產(chǎn)直徑較小的鋼管。由一整塊表面沒(méi)有接縫的金屬制成的鋼管稱(chēng)為無(wú)縫管鋼管。按照生產(chǎn)方法,林芝無(wú)縫管鋼管分為熱軋管、冷軋管、冷拉管、擠壓管、頂管等。根據(jù)截面形狀,無(wú)縫管鋼管可分為圓形和異形管,異形管有方形、橢圓形、三角形、六邊形、瓜子形、星形和翅片管形等多種復(fù)雜形狀。
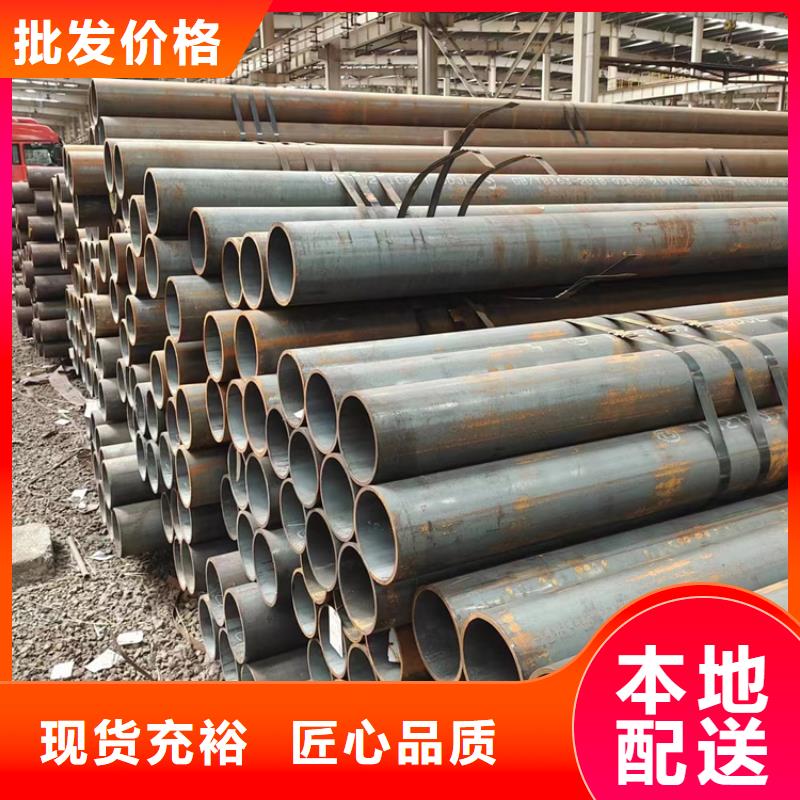
11836無(wú)縫分類(lèi):林芝無(wú)縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質(zhì)鋼管和其它鋼管等。冷軋(撥)無(wú)縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無(wú)縫管外徑一般大于 32mm,壁厚2.5-75mm,冷軋無(wú)縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷軋比熱軋尺寸精度高。低中壓鍋爐用無(wú)縫鋼管:用于制造各種低中壓鍋爐、過(guò)熱蒸汽管、沸水管、水冷壁管及機(jī)車(chē)鍋爐用過(guò)熱蒸汽管、大煙管、小煙管和拱磚管等。用優(yōu)質(zhì)碳素結(jié)構(gòu)鋼熱軋或冷軋(撥)無(wú)縫鋼管。主要用10、20號(hào)鋼制造,除保證化學(xué)成分和機(jī)械性能外要做水壓試驗(yàn),卷邊、擴(kuò)口、壓扁等試驗(yàn)。熱軋以熱軋狀態(tài)交貨、冷軋(撥)以熱處理狀態(tài)交貨。
縫管下單即生產(chǎn)") <林芝>萬(wàn)方金屬材料有限公司
<林芝>萬(wàn)方金屬材料有限公司
林芝熱軋無(wú)縫鋼管一般在自動(dòng)軋管機(jī)組上生產(chǎn)。檢查并去除表面缺陷后,將實(shí)心管坯切割成所需長(zhǎng)度,以管坯穿孔端端面為中心,然后送至加熱爐加熱,并在沖床上沖孔。在穿孔的同時(shí),它不斷旋轉(zhuǎn)和前進(jìn)。在輥?zhàn)雍腿拥淖饔孟拢芘鲀?nèi)部逐漸形成空腔,稱(chēng)為毛細(xì)管。然后送到自動(dòng)軋管機(jī)進(jìn)一步軋制。然后整臺(tái)機(jī)器壁厚均衡,用定徑機(jī)定徑,達(dá)到規(guī)格要求。用連續(xù)軋管機(jī)生產(chǎn)熱軋無(wú)縫鋼管是一種先進(jìn)的方法。如果想獲得尺寸更小、質(zhì)量更好的無(wú)縫管,應(yīng)采用冷軋、冷拔或兩者結(jié)合。冷軋通常在二輥軋機(jī)上進(jìn)行,鋼管在由變截面圓孔槽和固定錐形塞組成的環(huán)形孔型中軋制。冷拔通常在0.5~100t的單鏈或雙鏈冷拔機(jī)上進(jìn)行。擠壓法是將加熱后的管坯放入密閉的擠壓筒中,使穿孔桿和擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的模孔中擠壓出來(lái)。這種方法可以生產(chǎn)直徑較小的鋼管。由一整塊表面沒(méi)有接縫的金屬制成的鋼管稱(chēng)為無(wú)縫管鋼管。按照生產(chǎn)方法,林芝無(wú)縫管鋼管分為熱軋管、冷軋管、冷拉管、擠壓管、頂管等。根據(jù)截面形狀,無(wú)縫管鋼管可分為圓形和異形管,異形管有方形、橢圓形、三角形、六邊形、瓜子形、星形和翅片管形等多種復(fù)雜形狀。
方金屬材料(林芝市分公司)名片")