

以下是:廊坊市安次區精選不銹鋼復合管欄桿廠家的產品參數【展翼】為客戶提供多樣化產品,包括固安不銹鋼復合管欄桿產品性能、三河不銹鋼復合管欄桿廠家直銷值得選擇、霸州不銹鋼復合管欄桿支持定制貼心售后、大城不銹鋼復合管欄桿好品質經得住考驗、廣陽不銹鋼復合管欄桿產品實拍、永清不銹鋼復合管欄桿海量現貨直銷、文安不銹鋼復合管欄桿來圖來樣定制等,適配多元場景需求。精選不銹鋼復合管欄桿廠家,展翼金屬制品(廊坊市安次區分公司)zyj1253-3為您提供精選不銹鋼復合管欄桿廠家,供應服務范圍覆蓋河北省、廊坊市、安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市,聯系人:施經理,電話:【13562083363】、【13562083363】。 河北省,廊坊市,安次區 安次縣,意為“安定和諧之地”。漢高帝初年,始設安次縣。武后如意元年(692年),分安次置武隆(今永清縣)。1981年,撤銷廊坊鎮,設立廊坊市(縣級)。1988年,撤銷廊坊地區和廊坊市(縣級),廊坊地區改為廊坊市,廊坊市(縣級)改為安次區。2000年,安次區劃出南尖塔鎮、萬莊鎮、舊州鄉、北旺鄉、白家務辦事處及城區內的小廊坊、北大街、北門外新開路街道辦事處和北史家務鄉的7個村街,成立廣陽區。
精選不銹鋼復合管欄桿廠家視頻中的每一個細節,都仿佛在訴說著產品的故事,讓你在欣賞的同時,也能深深地感受到它的價值與意義。
以下是:廊坊安次精選不銹鋼復合管欄桿廠家的圖文介紹
焊前必須對管子內部、焊縫背面充99.99%的一段時間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內部氧含量,當氧含量低于50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。 過渡層的焊接過渡層是復合管熔敷合金成分為復雜的焊層,如果焊接參數選用不當,容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。 過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產生,用砂輪磨掉進行修補。
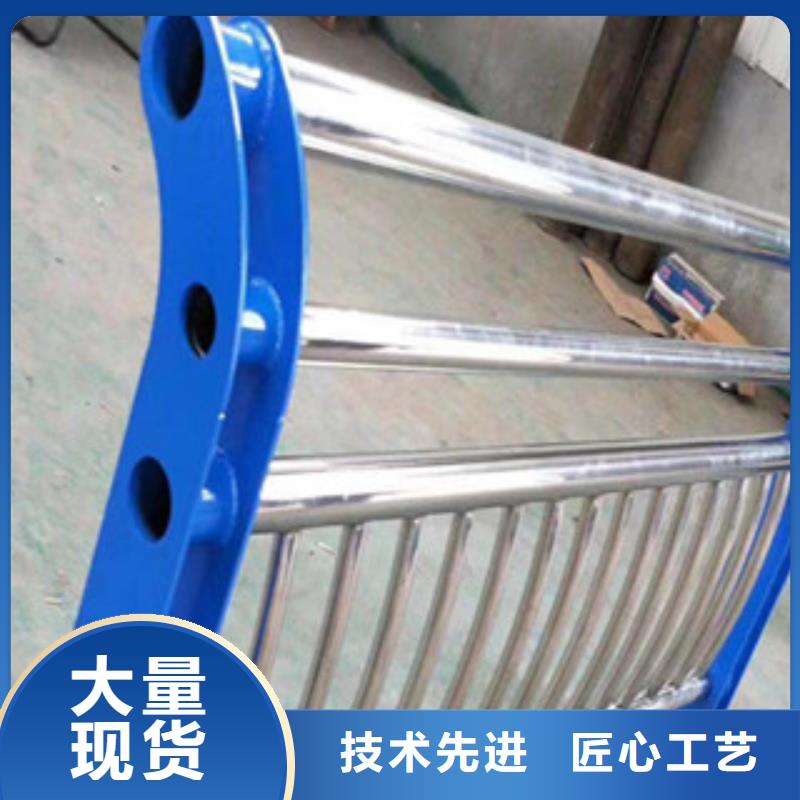
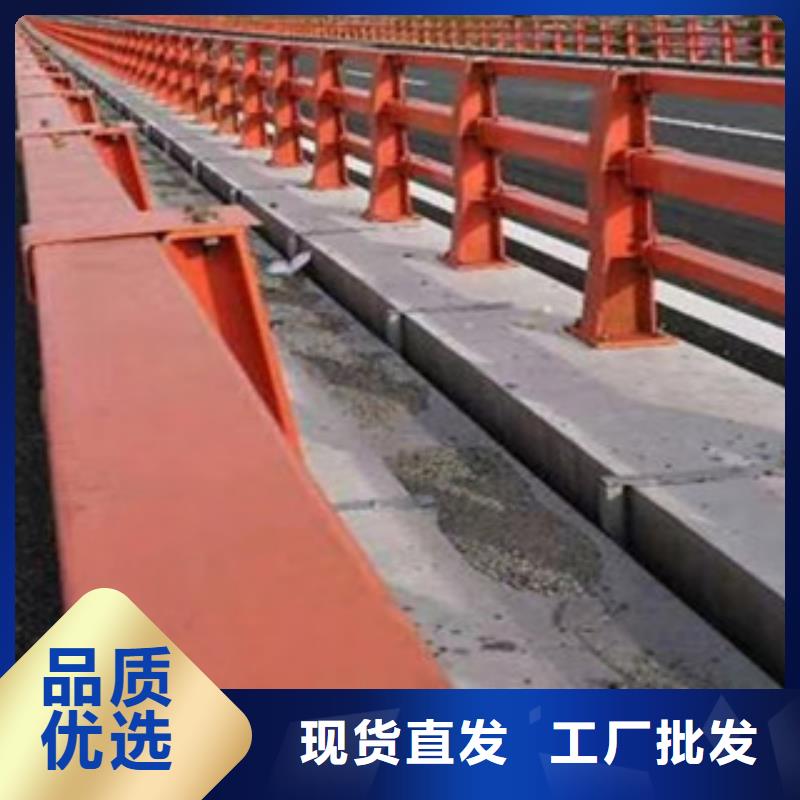
不銹鋼護欄容易做造型,可以按照不一樣的現場來制造不盡相同的尺寸,規格,弧度等等。成本低,鋼產量全。好用耐用,大致沒有必要,不怕風吹日曬。4、能滿足前面三個條件的,你又能找出其余材料來代替嗎有打造的,有美感的,有藝術造型的護欄或許會是有的,還有是肯定不可能使用在大的公共場所。 不銹鋼復合管欄桿接點如何焊接由于不銹鋼導熱系數小,且焊接時高溫停留時間不宜太長,所以,焊接復合層時,應選擇熱輸入量小的焊接方法.同時,由于復合管的焊接順序為先焊復合層?。 由于復合層和基層之間不易熔焊在一起,所以在組對前,首行封焊。封焊應選用熱輸入量小的焊接方法,所以,對于封焊,我們仍果用手工鎢極氬弧焊。對于過渡層,其熔敷金屬成分十分復雜,為了使合金濃度梯度不太大,應選擇熱輸入稍大一些的焊接方法,則我們采用焊條電弧焊進行焊接。 由于基層材質為碳鋼,是一種常見的材質,焊接工藝十分成熟,所以對于基層的焊接采用焊接電弧焊,以焊接施工效率。復層的焊接打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復合管得接質量要求的工序,焊工必須具有過硬的水平和高度的責任感。
廊坊安次展翼金屬制品有限公司是廊坊安次在 不銹鋼復合管欄桿行業研制生產的廠家,技術力量雄厚,設計制造能力強,生產設施完善,管理制度健全。本公司以“服務為根,質量為本”為經營宗旨,以合理的價格,
提供的 不銹鋼復合管欄桿產品和完善的售后服務,以客戶需求為導向,不斷創新,以提高客戶生產效率為己任,為客戶帶來的現場解決方案。
精選不銹鋼復合管欄桿廠家,展翼金屬制品(廊坊市安次區分公司)專業從事精選不銹鋼復合管欄桿廠家,聯系人:施經理,電話:【13562083363】、【13562083363】,供應服務范圍覆蓋:河北省 廊坊市 安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市,以下是精選不銹鋼復合管欄桿廠家的詳細頁面。









