
以下是:廊坊市安次區常年供應電爐1-放心的產品參數
名稱 電磁感應加熱電爐 頻率 自動變頻 功率 根據要求選型10kw-2000kw 應用范圍 焊接、熔煉、淬火熱處理、加熱退火 范圍 電爐1-放心供應范圍覆蓋河北省、廊坊市、安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市等區域。 【塔鈴】為客戶提供多樣化產品,包括大城閉式冷卻塔放心得選擇、香河閉式冷卻塔注重細節、永清閉式冷卻塔好產品好服務、廣陽閉式冷卻塔多年行業積累等,適配多元場景需求。在廊坊市安次區采買常年供應電爐1-放心到塔鈴電氣設備(廊坊市安次區分公司)hntl962-3,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋河北省、廊坊市、安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市,聯系人:徐經理-【13525985816】。 河北省,廊坊市,安次區 安次區,隸屬河北省廊坊市。位于河北省中部,北部、西北、東北與廣陽區交界,東、東北與天津市武清區毗鄰。南與霸州市,西與永清縣相接。總面積578.4平方公里,根據安次區第七次全國人口普查結果, 2020年11月1日零時安次區常住人口為 479826 人。截至2022年1月,安次區下轄3個街道、8個鎮。區政府駐廣陽區金光道14號。
我們為您準備了常年供應電爐1-放心產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照以下是:廊坊安次常年供應電爐1-放心的圖文介紹廊坊安次塔鈴電氣設備有限公司是一家集設計研發、生產加工、銷售、安裝服務為一體的企業。常年專業從事生產 閉式冷卻塔等產品。 公司技術力量雄厚設備工藝。公司擁有一批愛研發求上進的高素質科研人員。經過多年誠信經營公司的誠信、實力和產品質量及熱情周 到的服務獲得業界一致認可! 企業在銳意進取中發展,在激烈競爭中壯大,迅速擴大市場份額, 實力日趨雄厚是您值得信賴的合作伙伴,歡迎各界朋友蒞臨參觀指導和業務洽談,真誠地與廣大 新老客戶攜手并肩共創未來!!!
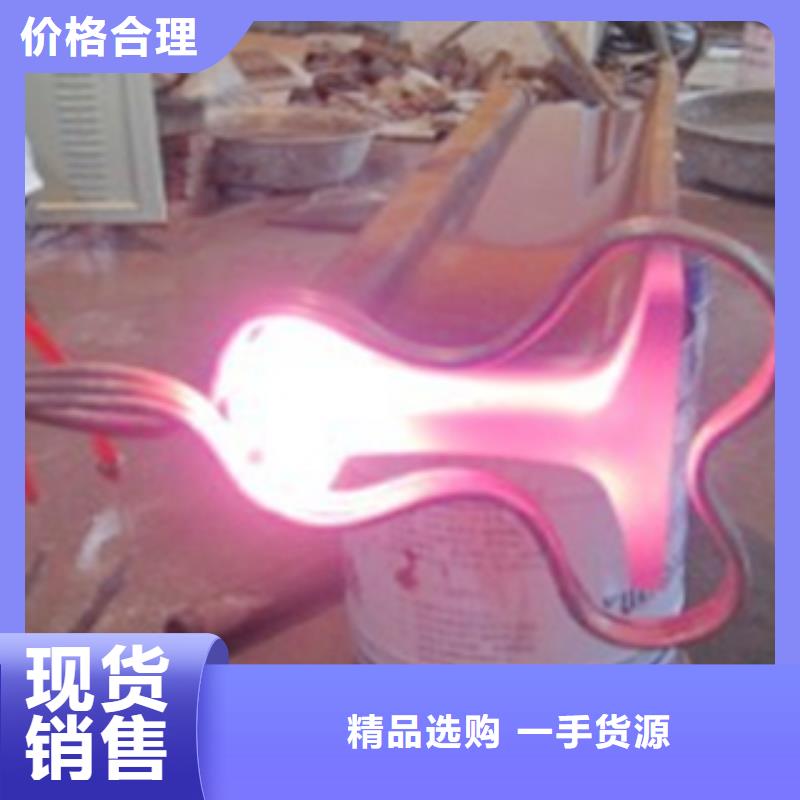
30KW-高頻淬火設備
高頻焊機、高頻焊接機、高頻焊接設備、高頻焊機價格、高頻焊接、高頻加熱設備、高頻焊機設備、高頻釬焊機、高頻焊接技術、高頻焊接工藝、焊接設備、焊接工藝、焊接技術高頻焊機用途和高頻焊機工作原理
我公司生產的感應加熱設備從26KW、50KW、80KW、120KW、160KW可根據您的不同技術要求選擇合適的設備。
一、高頻焊機、高頻焊接設備用途:1、高頻焊機用于焊接領域:各種金鋼石復合片鉆頭的焊接;各種硬質合金刀頭、鋸片的焊接;各種截齒、釬頭、鉆桿、煤鉆頭、風鉆頭等礦山配件的焊接。
2、高頻焊機用于淬火領域:各種齒輪、鏈輪、軸類的淬火;機床行業的機床床面導軌的淬火處理;五金工具淬火。
3、高頻焊機用于透熱領域:各種高強度螺栓、螺母的熱鐓;熱軋麻花鉆;直徑80以內所有零件的透熱鍛造。二、高頻焊機用于金屬件釬焊的優點::
1、感應加熱速度快,效率高。
2、省電節能成本低。
3、一次可以同時焊接多個工件,使焊接效率大大提高。
4、氧化面積小。
5、加熱均勻,無缺焊和漏焊點。
6、焊接后的工件焊縫牢固飽滿。英福倫電器高頻焊機公司從事高頻焊機包裝機械設備的制造、高頻焊機銷售及售后服務,早已形成了一個完整的體系。高頻焊機銷售及高頻焊機服務網絡也日趨完善,現全國各地均擁有大量使用高頻焊機客戶,并出口至日本、伊朗、馬來西亞、臺灣等多個和地區。
我公司生產新型全自動超音頻導軌淬火一體機設備,機床導軌感應淬火電源設備,應用于線性滑軌直線導軌的高頻淬火,平面導軌淬火,燕尾槽導軌淬火,半圓模導軌的淬火,矩形導軌淬火,“V”型槽導軌淬火等一體機淬火設備。整套設備配置包括
(1)高頻感應淬火電源
1.淬火電源核心元器件采用德國進口IGBT模塊,設備性能穩定,節能省電,比老式高頻電源節電20%-30%左右。
2.設備功率因數高,可達0.98以上,無啟動電壓,對電網無污染。
3.高頻淬火設備頻率在15~35KHZ,深層和硬度適中,電源頻率對人體無危害,符合環境要求相關標準,不需加裝屏蔽等措施。
4.體積小,占據車間位置小。
5.具體參數如下:
型號:YFL-DG-120輸入功率:120KW
輸入電壓:三相380V 50-60HZ
振蕩頻率:15-25KHZ 25-35KHZ
體積 1500*1600*1800mm
6.數碼顯示,設有缺相、過壓、過流、水溫等保護措施,便于維修服務
(2)淬火機床工裝
機床床身由焊接結構鋼進行加工而成,有相關圖示圖片歡迎索取,采用數控伺服電機控制,由液晶顯示操作臺,一目了然。線速度可進行無級調控。
(3)整套設備可達到的工藝要求
表面硬度:HRC58~63
深 層:1~3mm
行進速度:100~400mm/min(可調)
關于變形量的問題,可以來電進行探討。
加熱與變形
當加熱大型工件時,存在殘余應力或者加熱不均勻,均可產生變形。殘余應力主要來源于加工過程。當存在這些應力時,由于隨著溫度的升高,鋼的屈服強度逐漸下降,即使加熱很均勻,很輕的應力也會導致變形。
一般,工件的外緣部位殘余應力較高,當溫度的上升從外部開始進行時,外緣部位變形較大,殘余應力引起的變形包括彈性變形和塑性變形兩種。
加熱時產生的熱應力和想變應力都是導致變形的原因。加熱速度越快、工件尺寸越大、截面變化越大,則加熱變形越大。熱應力取決于溫度的不均勻分布程度和溫度梯度,它們都是導致熱膨脹發生差異的原因。如果熱應力高于材料的高溫屈服點,則引起塑性變形,這種塑性變形就表現為“變形”。
相變應力主要源于相變的不等時性,即材料一部分發生相變,而其它部分還未發生相變時產生的。加熱時材料的組織轉變成奧氏體發生體積收縮時可出現塑性變形。如果材料的各部分同時發生相同的組織轉變,則不產生應力。為此,緩慢加熱可以適當降低加熱變形,好采用預熱。
此外,由于加熱中因自重而出現“塌陷”變形的情況非常多,加熱溫度越高,加熱時間越長,“塌陷”現象越嚴重。四-冷卻與變形
冷卻不均時將產生熱應力導致變形發生。因工件的外緣和內部存在冷卻速度差異,該熱應力是不可避免的,淬火情況下,熱應力與組織應力疊加,變形更為復雜。加之組織的不均勻、脫碳等,還會導致相變點出現差異,相變的膨脹量也有所不同。
總之,“變形”是相變應力和熱應力共同所致,但并非全部應力都消耗在變形上,而是一部分作為殘余應力存在于工件中,這種應力就是導致時效變形和時效裂紋的原因。因冷卻而導致的變形表現為以下幾種形式:
1件急冷初期,急冷的一側凹陷,然后轉為凸起,結果快冷的一面凸起,這種情況屬于熱應力引起的變形大于相變引起的變形。
2由熱應力所引起的變形是鋼料趨于球形化(見圖1),而由相變應力所引起的變形則使之趨于繞線軸狀(見圖2)。因此淬火冷卻所致的變形表現為兩者的結合(圖3),按照淬火方式的不同,表現出不同的變形如圖4所示。
3僅對內孔部分淬火時,內孔收縮。將整個環形工件加熱整體淬火時,其外徑總是增大,而內徑則根據尺寸的不同時漲時縮,一般內徑大時,內孔漲大,內徑小時,內孔收縮。
五冷處理與變形
在廊坊市安次區采購常年供應電爐1-放心請認準塔鈴電氣設備(廊坊市安次區分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋河北省 廊坊市 安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市,讓您購買到更加實惠、更加可靠的產品。(聯系人:徐經理-【13525985816】)。