
以下是:靠譜的焊接平臺基地的產品參數靠譜的焊接平臺基地,偉業五金機械廠(安達分公司)為您提供靠譜的焊接平臺基地,聯系人:李經理,電話:13603175737、13603175737,QQ:250188005,請聯系偉業五金機械廠(安達分公司),發貨地:工業開發區。 黑龍江省,綏化市,安達市 安達市,黑龍江省轄縣級市,由綏化市代管,地處黑龍江省西南部松嫩平原腹地,與世界石油名城大慶毗鄰接壤,周圍與青岡、蘭西、肇東、肇州、林甸5個市縣為鄰,位于哈大齊經濟帶的黃金地段,是哈大齊工業走廊的重要節點城市,全市總面積3586平方千米。2021年末,常住人口347584人,共有漢、回、蒙、朝等14個民族。
靠譜的焊接平臺基地的詳細視頻已經上傳,我們的視頻將帶您領略產品的獨特設計、卓越品質以及出色性能,讓您對它有更深刻的認識和了解。以下是:靠譜的焊接平臺基地的圖文介紹
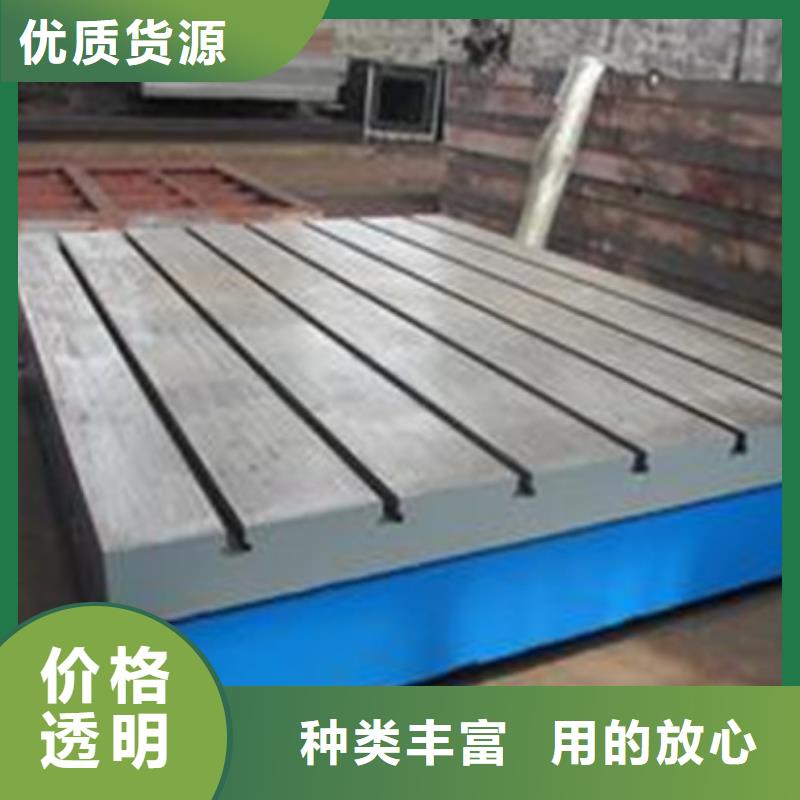
T型槽平板精度等級有1、2、3級及精刨。T型槽平臺工作面采用刮削工藝,工作面上可加工T形、V形、U形槽和圓孔、長孔等。鑄鐵T型槽平臺采用優質高強度灰口鑄鐵HT200-250,工作面硬度為HB170-240,平臺鑄件經過兩次人工退火600℃-700℃或自然時效2-3年,完全去除內應力,精度穩定,耐磨性能好。
鑄鐵T型槽平板廣泛應用于動力機械設備的裝配、調試、焊接、鉚焊用的基準。表面帶有T形槽,可以固定機械設備。 T型槽平板嚴防碰撞,要定時周檢,長周檢期一年;在20±5℃范圍內使用,使用時用水平儀調整到水平,使支點均勻分布各支點上。
T型槽平臺規格4000mm×9000mm×450mm以下各種規格,大于此規格可以拼接(特殊規格T型槽平臺根據需方圖紙制作)。T型槽平板規格型號:1000×1000-4000X8000(mm),過大規格可用小規格鑄鐵平臺拼接;異型規格可提供圖紙訂做。
鑄鐵T型槽平臺又叫T型槽平板是一種表面帶有T型槽的鑄鐵平板,用于裝配、調試機械設備的鑄鐵平臺量具,我公司生產的鑄鐵T型槽平臺和劃線平臺一樣嚴格執行相關行業標準,使用高強度鑄鐵鑄造,不僅精度穩定,而且堅固耐用。
泊頭市偉業五金機械廠生產的平臺產品型號齊全,質量優良,暢銷全國各地,先進設備,技術實力雄厚。泊頭市偉業五金機械廠是大型的T型槽平臺生產廠家,經驗豐富、技術精湛,歡迎各新老用戶來我公司考察。
檢驗平板(檢驗平臺)精度:按標準計量檢定規程執行,分別為0,1,2,3級四個級別。 檢驗平板材料:高強度鑄鐵HT200-300,檢驗平板工作面硬度:HB170-240 。
包裝:木制包裝。包裝前經防銹處理并妥善包裝,避免因包裝不善而在運輸過程中損壞產品。平板經檢定合格后,應附有產品合格證;產品合格證上應出廠日期和產品序號。
裝配平臺又稱裝配平板,主要應用于動力機械設備的裝配及調試,表面帶有T形槽,可以固定動力機械設備,可以拼裝使用。規格:1000×750-3000×6000(mm),特殊規格可根據用戶需求制造,大于此規格的焊接平臺可以拼接。
裝配平板應用于動力機械設備的裝配及調試,表面帶有T形槽,可以固定動力機械設備。工作面上可加工圓孔、U型孔或長孔。 檢驗平板規格:100×100-3000×6000(特殊規格根據需方圖紙制作)。
檢驗平板,檢驗平臺規格(長×寬)mm :200×200 300×200 300×300 300×400 400×400 400×600 500×500 500×600 500×800 600×800 600×900 1000×750 1000×1000 1000×1200 1000×1500 1000×2000 1500×2000 1500×2500 1500×3000 2000×3000 2000×4000 2500×3000 2000×4500 2000×5000 2000×6000 3000×6000。
檢驗平臺用涂色發檢驗。0級1級平板在每邊為25毫米平方的范圍內不少於25點,2級不少於20點,3級不少於12點。
綏化安達偉業五金機械廠是一家自主研發,銷售一體的現代化企業,公司主要生產【焊接平臺】,品質好,質量高,客戶至上,歡迎垂詢。
檢驗平臺生產灰鑄鐵件時,必須嚴格控制人爐和人包材料的質量,對其成分、塊度及理化性能必須按要求進行檢查和驗收。 鑄鐵鉚焊平板通常采用灰鑄鐵或球墨鑄鐵進行鑄造。
灰鐵被稱為孕育鑄鐵,其以低廉的成本,良好的減震性、耐磨性、機械性能和鑄造性能被廣泛應用于鑄造行業中。要使用灰鑄鐵獲得合格的鑄造坯件,必須經過碾砂-造型-熔煉-澆注-清理-檢查等眾多環節,要保證鑄件的質量就必須控制好鑄造過程中的各個環節。 鑄鐵是一種片狀石墨的灰鑄鐵,只是制造原理同普通鑄鐵不同,增加了過程。
在低碳、硅成份的鐵水中加人適量的孕育劑,以抑制其過度石墨化。一般來說,原鐵水的含碳量在2.8~3.0%之間,由于鑄鐵含碳較低,多以爐料中加人足夠數量的廢鋼。硅的含量在0.9~1.5%之間,以便加大劑的加人量,以提高鑄件機械性能。含硫、錳量分別在0.08~0.12%和0.9~1.2%范圍時,若含錳量過高,鑄鐵中則出現滲碳體。
含磷量小于0.12%,若其含量高,會影響鑄件強度。
嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。
靠譜的焊接平臺基地,偉業五金機械廠(安達分公司)專業從事靠譜的焊接平臺基地,聯系人:李經理,電話:13603175737、13603175737,QQ:250188005,發貨地:工業開發區,以下是靠譜的焊接平臺基地的詳細頁面。










