| 產品參數 | |
|---|---|
| 產品價格 | 電儀/臺 |
| 發貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |






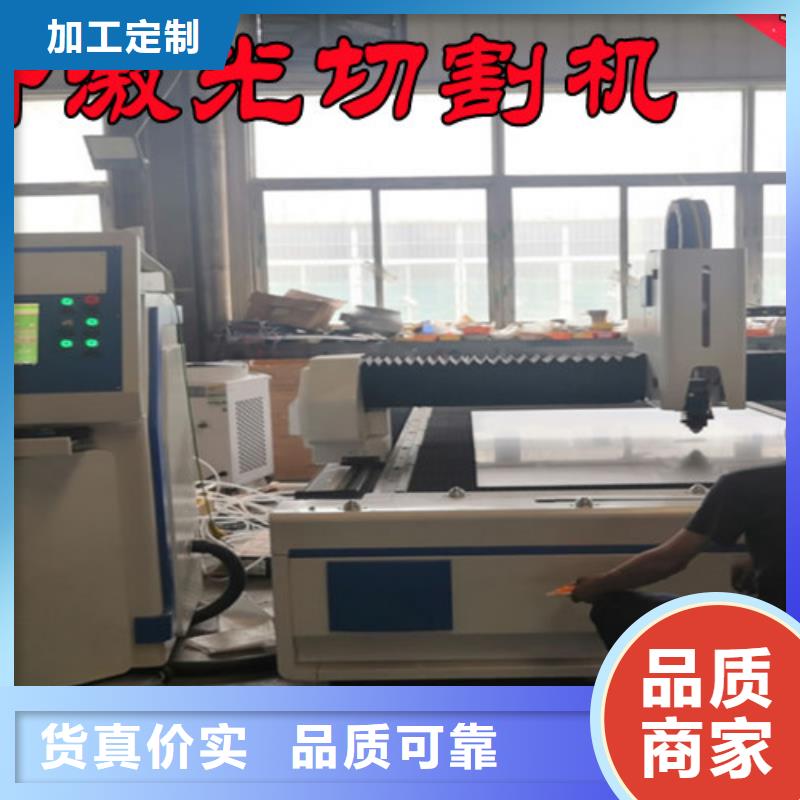
激光切割機噴嘴可以輔助氣體快速噴出,可以有效地阻止熔漬等雜物往上反彈,進而可以保護聚焦鏡。同時它可以控制氣體擴散面積及大小,進而會影響到激光切割機的切割質量。與此同時噴嘴的孔徑大小會根據切割材料的厚度而有所不同。
一,切割薄板(3mm以下)時。選擇Φ1mm孔徑的噴嘴會比較細,而選擇Φ1.5mm孔徑的噴嘴會比較粗,而且轉角的地方會比較容易有容漬。
二,切割厚板(3mm以上)時。選擇Φ1mm孔徑的噴嘴使用時不太穩定。因為這時切割功率較高,相對散熱時間較長,相對切割時間也隨之增長,用Φ1mm孔 徑的噴嘴氣體擴散面積小,所以不太穩定,但基本上還是可以使用的。而選擇Φ1.5mm孔徑的噴嘴氣體擴散面積大,氣體流速較慢,所以切割時比較穩定。
三,切割10mm以上的板材時。目前一般選擇直徑2mm或2mm以上孔徑的噴嘴。
不過由于噴嘴的孔徑越大,對于聚焦鏡的保護作用越小。所以合理的選擇激光切割機噴嘴孔徑的大小,才能更有效地進行生產
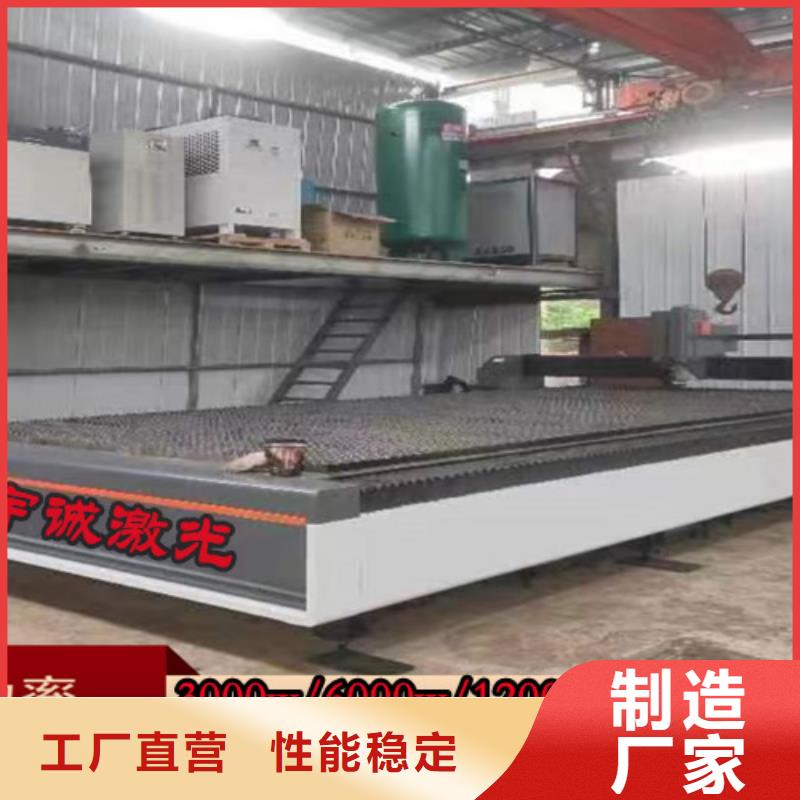
隨著廚具行業競爭的白熱化,對于專業設計、制造、銷售商用廚房設備,承接大型賓館、酒店、學校的廚房設備工程的廚具制造公司而言,也面臨著在加工工藝上的革命性,現有剪板機、折彎機、沖床、轉塔沖、等離子切割機等設備已無法為企業提供強有力的競爭優勢。
廚具行業面臨產品更新周期短,廚具工程個性化需求高,多是單件生產。不銹鋼下料需要各種異型孔和裁剪曲線邊,沖床和轉塔沖不能進行任意形狀的開孔,等離子切割機下料精度達不到要求等因素導致陳舊的加工設備不僅依賴劃線師傅,鈑金下料師傅的技能水平,更是費工費料費時,致使成本費用一直居高不下。
某一專業廚具公司采用高能金屬激光切割機加工后,所有單件的鈑金下料全部由激光切割機完成,減少了劃線師傅、鈑金下料工人數,免去了人工成本不斷上漲的壓力,工作效率也大大提高。每月節省的數萬元外協加工費,不到一年,基本就能收回激光切割機的投資費用。
廚具是家庭必需生活用品,隨著人們生活水平的不斷提高,對家用廚具的要求也日益增加。我國的廚具市場還屬于朝陽產業,進入一個從快速增長到逐漸成熟的質變階段,市場空間極大,激光切割機的優勢也越來越明顯,廣為大家所認可。
許多金屬材料需要特殊處理以保持其完整性,否則在許多轉移項目中容易出現劃痕。對于材料要求較高的工件,這類問題非常困難,因此許多金屬材料會有涂層。金屬涂層可確保原材料在轉移過程中盡可能少地發生摩擦損壞,如鋁合金門窗、家具、廚具等。這些產品的銷售對自己的銷售非常重要,不允許劃傷,這對激光切割機切割金屬有更高的要求。激光切割機能切割涂層金屬嗎?
如何操作光纖激光切割機切割涂層材料
事實上,光纖激光切割機可以切割涂層金屬。接下來,我們可以詳細了解光纖激光切割機切割涂層金屬的操作流程。激光切割機必須首先切割涂覆的金屬板,使涂覆薄膜的一側朝上,首先切割薄膜,然后在切割涂覆薄膜完成后切割金屬板。這種二次加工能有效保證材料質量。激光管應該有多大取決于我們的板的類型和厚度。
那么,為什么我們不把一層薄膜放下,這樣我們不僅可以避免工作臺對材料的損壞,而且可以一次完成切割?嘗試過的小伙伴應該會得出這樣的結論:調試設備后切割,如果涂層一次被切斷,激光切割過程中很容易使殘留物留在涂層上,這對加工成品的質量有很大影響。雖然在速度上有一定優勢,但收率低,產品質量差。因此,建議在切割金屬板之前先切割涂層。
購買激光切割機之前怎樣檢測質量好壞 很多企業在購買激光切割機之前都想知道自己購買的激光切割機質量到底如何,這就需要大家在選擇激光切割機之前對激光切割機的質量好壞做一個檢測,那么如何檢測激光切割機的質量呢?我們來一起了解一下。
激光切割機質量受到各種因素的綜合影響,為了獲得理想的切割質量,各個切割參數被限制在一個狹窄的范圍內,目前仍只能靠反復的實驗來摸索不同條件下合理的切割參數,不僅費時費力,而且無法對切割過程中的擾動因素作出響應。如何在不同的切割條件下迅速尋找到的切割參數并使之在切割過程保持穩定顯得尤為重要。因此,有必在研究對激光切割質量進行在線檢測并實時控制的方法。
高質量激光切割主要的指標就是無切割缺陷且切割面粗糙度值小,所以實時檢測的目標應能識別切割缺陷并能檢測到反映切割面粗糙度的信息,其中以獲得粗糙度的信息重要,難度也。
在對切割面粗糙度檢測方面,重要的研究成果就是發現切割前沿光輻射信號脈動頻譜的主頻等于切割面切割條紋的頻率,而切割條紋的頻率與粗糙度相關,這樣用光電管檢測到的輻射信號就與切割面粗糙度聯系起來。這種方法的特點是檢測設備和信號處理系統較簡單,檢測和處理的速度快,但這種方法也是有不足之處的。
所提取的激光切割機前沿光輻射信號的頻譜和主頻,只與切割面上部切割條紋相關,不反映下部切割條紋的情況,所得到不提有價值的信息。因為一般切割面(很薄板材的切割除處)都分上、下兩部分,上部切割條紋整齊、細密,粗糙度小;下部切割條紋紊亂,粗糙度大,越靠下越粗糙,至近下緣達粗糙度值。而檢測信號只反映質量區域的情況,不反映下部質量差的情況,更不反映近下緣質量差的信息,以它作為切割質量評價和控制的依據是不合理的,也是不可靠的。
名片")