| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發(fā)貨期限 | 現(xiàn)貨直發(fā) |
| 供貨總量 | 3000噸 |
| 運費說明 | 賣家負責 |






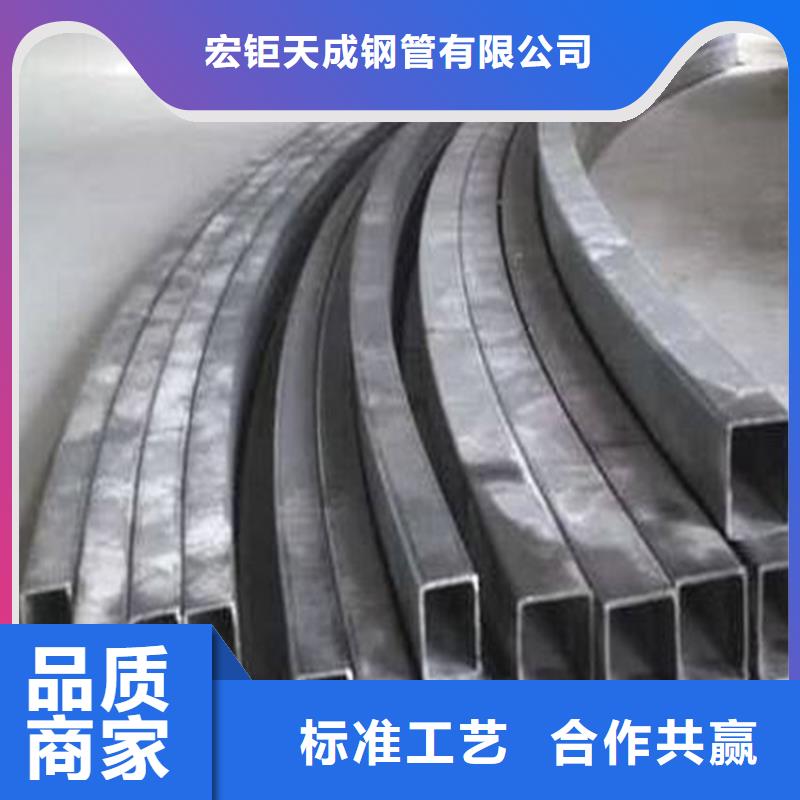
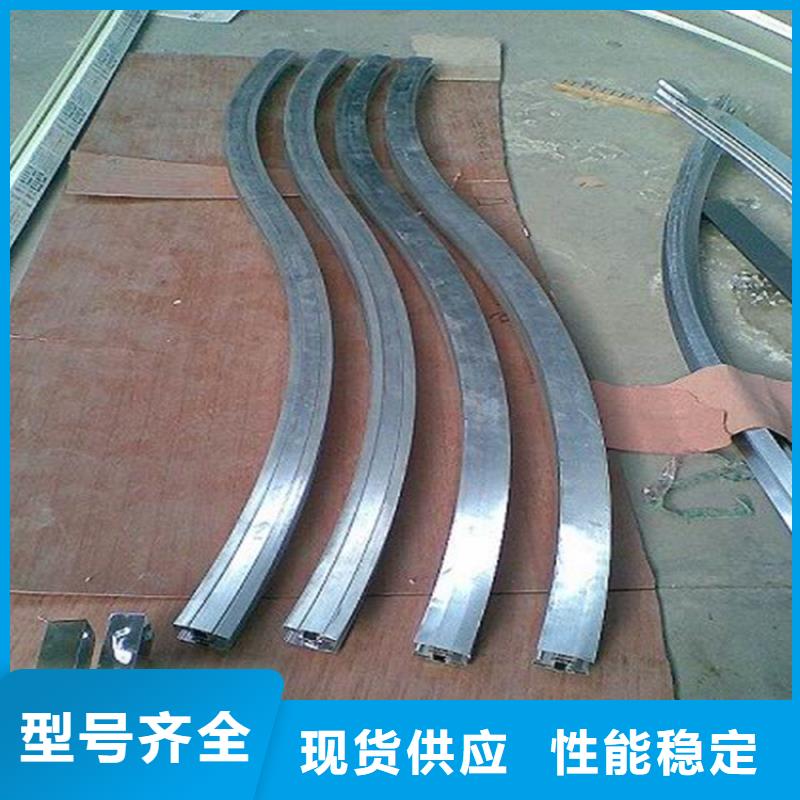
型材拉彎滾彎機首要用于工字鋼、礦工鋼、U型鋼、C型鋼、角鋼、槽鋼、道軌、方鋼、鋼管等型鋼的拱形卷圓、變徑、定角彎曲。選用數顯編碼器編程,使液壓操作體系定位準確,所彎型鋼一次主動成型,效率高、操作便利。 廣泛應用于隧道、地鐵、水電站、地下洞室等職業(yè)施工中,是鋼拱架制造的志向設備我廠出產的工字鋼滾彎設備,選用數控設備,液壓操作體系定位準確,滾彎型鋼一次主動成型,效率高、操作便利。滾彎機主動滾輪和被迫滾輪選用特別材料高性能鋼質,經整體熱處理,減少游輪的運用磨損,對工件無劃傷,運用壽數更長。廠的工字鋼滾彎機的液壓體系選用先進的液壓元件,液壓體系設計獨特,并增加了頂出反彈設備,頂出能有力。操作時不能超出機械性能規(guī)劃作業(yè)。盡量避免偏疼載荷。操作與送料人員之間應按規(guī)矩信號,密切配合。如在彎制過程中發(fā)生曲解,應及時檢查壓痕違背受壓面中心的情況,檢查主、從動壓輪能否磨損出槽,并及時進行檢修。
型材拉彎鋼材拉彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產品分量,噸;G為投入質料分量,噸。成材率與金屬耗費系數K成倒數的聯(lián)系。b=(G-W)/G×100=1/K.式中W為出產過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產過程中產生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質料和軋制的產品不同,如有的軋鋼車間以鋼錠為質料通過中心開坯,軋制成材;有的車間以鋼錠為質料直接軋制成材;有的車間以鋼坯為質料軋制成材;還有少量車間則是以鋼材為質料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產過程中金屬收得情況,難以反映車間之間在出產技術水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據具體情況計算。
型材拉彎壓彎是常用的彎曲方法。所用設備大多為通用的機械壓力機或液壓機,也有用專用折彎壓力機的。常用的滾彎設備是卷板機。三輥卷板機按三點決定一圓的道理,對板坯進行連續(xù)彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調節(jié)壓下輥的上下位置即可改變它與傳動輥之間的相對距離。拉彎時,板材置于傳動輥和壓下輥之間,傳動輥正反方向交換轉動,使板材往復運動。調節(jié)壓下輥使之逐步壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。壓下輥一端可升起,便于卸出工件。另外還有四輥和多輥卷板機,四輥卷板機用于卷制厚板圓筒,四輥以上的多輥卷板機,用多對輥子將板材逐漸彎曲成復雜的型面。對于精度要求較高,長度和曲率半徑要求較大、橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。拉彎時,板材全部厚度上都受拉應力的作用,因而只產生伸長變形,卸載后彈復引起的變形小,容易保證精度。
型材拉彎可以有比較好質量,同時也是廣大用戶所追求的,但是如果要讓整個拉彎過程有比較好質量的話,也是要求型材拉彎加工廠要達到很好的條件,那么在進行型材拉彎的時候需要達到什么樣的條件?1.型材拉彎首先要注意的是“高”尤其是針對一些金屬一類產品加工的時候是需要使用設備進行拉彎的,而且設備在使用過程中下降的時候是要看產品的本身,所以很多時候都不能達到很好的表現(xiàn),所以型材拉彎中焊管拉彎的質量是很重要的,如果是一些小公司的話設備上比較落后可能會出現(xiàn)型材拉彎過程沒有很好的標準。2.然后是在焊管拉彎上面,要讓他們達到很好的質量表現(xiàn)也要讓型材拉彎達到很好的技術條件,尤其是在進行設備操作的時候一定要注意,我們在選擇的時候一定要選擇技術比較好,設備比較先進的公司,所以型材拉彎中選公司時很重要的。型材拉彎我們需要的是精美的造型,所以在選擇的時候一定要選好公司而且還要了解拉彎的時候需要注意的事項有哪些。
名片")