以下是:貴州省安順市Mn13高錳鋼板現貨的產品參數
材質 MN13耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 范圍 Mn13高錳鋼板供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 西秀區、平壩區、普定縣等區域。 【龍澤】持續拓展產品矩陣,現有西秀耐磨板價格透明、普定耐磨板廠家直銷直供、貴陽耐磨板專業信賴廠家、銅仁耐磨板用好材做好產品、黔西南耐磨板生產型、黔南耐磨板銷售的是誠信、畢節耐磨板自有生產工廠、黔東南耐磨板讓利客戶、六盤水耐磨板品質卓越等,滿足不同場景需求。在貴州省安順市采買Mn13高錳鋼板現貨到龍澤鋼材(安順市分公司)sdlz965-3,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 西秀區、平壩區、普定縣,聯系人:王經理-【13676381400】。 貴州省,安順市 安順被列為批新型城鎮化綜合試點地區。2017年6月,安順市被命名衛生城市。2017年10月,被住建部命名為園林城市。2020年10月,被評為全國雙擁模范城(縣)。
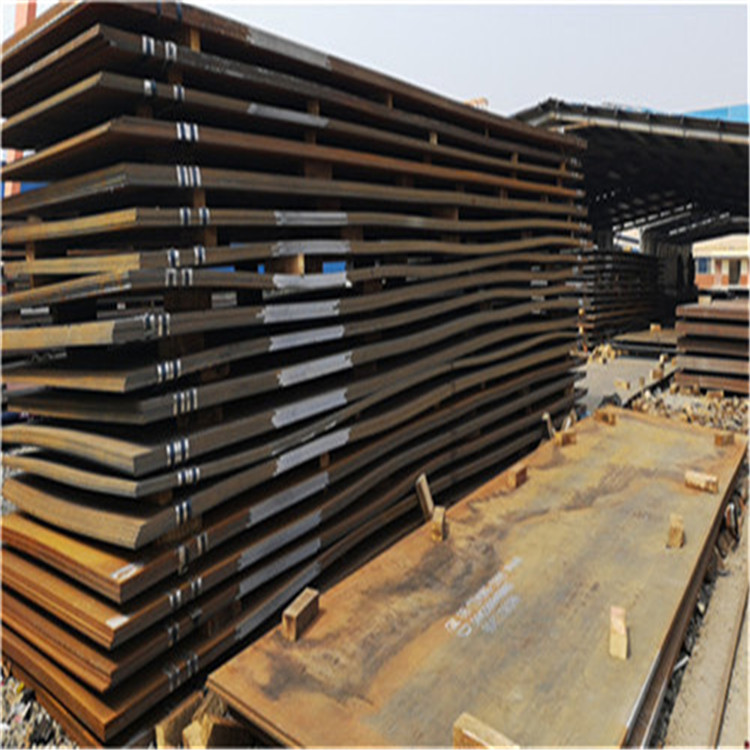
我們的Mn13高錳鋼板現貨視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。以下是:貴州安順Mn13高錳鋼板現貨的圖文介紹貴州安順龍澤鋼材有限公司是一家從事[關鍵詞銷售]的公司。公司庫存充足,可隨到隨提,規格齊全,價格合理,信譽度高。本公司自成立以來,一直秉持“誠信經營,客戶為上,追求更好,精益求精”的發展理念,以始終如一的服務質量和值得信賴的企業信譽,獲得國內外客戶及合作伙伴的廣泛認可。憑借與國內外各大鋼廠建立的良好信譽與戰略合作關系,我們取得了穩定的產品資源優勢。同時,借助的運營體系和市場管理,力求為國內外客戶提供快捷而優質的服務。
因為這類工藝相對來說會比較第二步即進行面漆涂飾。面漆涂層是在復合耐磨板的表面進行相應顏色上的噴涂,是進行裝飾時比較重要的一個步驟。面漆涂層是直接涂飾在復合耐磨板的表層,是根據設計的要求進行操作的。面漆涂層既可以添加有效地外觀裝飾效果,美化復合耐磨板,是指更適合建筑裝修的需求。 同時又可以避免復合耐磨板直接外部空氣,使之不受酸雨、污染物等的侵襲,延緩材料的老化速度。一般面漆的厚度要求控制在20-30微米左右。具體可以根據需要做進一步的處理。復合耐磨板在進行加工制作的時候,對于其外觀的工藝主要是采用多層噴涂手法。 因為這類工藝相對來說會比較復合耐磨板噴涂的第三步是進行罩光漆涂層處理。罩光漆涂層,也就是常說的清漆涂層。做清漆處理的原因主要在于增加涂層對于外部環境的抗侵襲能力,更好地保護面漆涂層的完好,增強其表面的光澤效果,保持顏色的光澤鮮明。 清漆涂層的厚度一般要求在5-10微米左右。復合耐磨板在進行加工制作的時候,對于其外觀的工藝主要是采用多層噴涂手法。因為這類工藝相對來說會比較后一步則是作為鞏固作用的固化處理,即對三層涂層的進一步鞏固,使之具有更好地裝飾效果。
這些材質標識也表明這些碳化鉻耐磨板達到了相應材質含量的標準。其次是廠家品牌。除了材質外基本都會打印上品牌Logo,一是為了區分與別的廠家的,二是為廠家做宣傳,三是為用戶出現問題能找到廠家,反之用得好也會幫廠家。 耐磨襯板的強度是加入合金元素的主要目的之一。欲強度,就要設法增大位錯運動的阻力。金屬中的強化機制主要有固溶強化、位錯強化、細晶強化、第二相(沉淀和彌散)強化。合金元素的強化作用,正是利用了這些強化機制。 對退火狀態下耐磨襯板的機械性能的影響耐磨襯板在退火狀態下的基本相是鐵素體和碳化物。合金元素溶于鐵素體中,形成合金鐵素體,依靠固溶強化作用,強度和硬度,但同時降低塑性和韌性。對退火狀態下耐磨襯板的機械性能的影響由于合金元素的加入降低了共析點的碳含量、使C曲線右移,從而使組織中的珠光體的比例增大,使珠光體層片距離減小,這也使鋼的強度增加,塑性下降。 但是在退火狀態下,鋼板沒有很大的優越性。由于過冷奧氏體性增大,耐磨襯板在正火狀態下可得到層片距離更小的珠光體,或貝氏體甚至馬氏體組織,從而強度大為增加。Mn、Cr、Cu的強化作用較大,而Si、Al、V、Mo等在一般含量(例如一般結構鋼的實際含量)下影響很小。
電弧性和飛濺程度方面同類產品相比有突出。表層主要缺陷為橫向微裂紋,是應力釋放的正常現象,為大多數硬面堆焊所允許。同一種自保護雙金屬耐磨板在相同的焊接規范下由于采用的焊接設備不同,使得焊接工藝性能差異很大。 58-O適合采用ZD7-1000型逆變直流明弧自動焊機焊接;70-O適合采用MZ-1000型埋弧自動焊機不加焊劑焊接,其焊道外觀光滑、美觀。堆焊層金相組織采用Quanta200型掃描電子顯微鏡對研制雙金屬耐磨板堆焊層表面和橫截面金相組織進行了分析。 58-O、60-O堆焊層的組織相近,均為過共晶組織,在萊氏體基體上均勻分布著形狀規則的初生碳化物。碳化物數量多,分布均勻。初生碳化物顆粒較大、呈細桿狀、具有明顯方向性且生長方向垂直于工作面;共晶碳化物比較細碎,方向性不明顯;基體為馬氏體和殘余奧氏體。 與同類產品相比,研制雙金屬耐磨板堆焊層顯微組織更,對堆焊層的耐磨性十分有利。采用D8ADVANCE型X-射線衍射儀連續掃描法對58-O、60-O堆焊層進行了物相分析,發現堆焊層中的主要物相有三種:斜方晶系的M7C3;體心立方的Fe-Cr固溶體和Fe。
水中冷卻的時間應計算。在避開貝氏體鼻子后,則該用油冷。水-空介質的間隙冷卻法:次水冷使耐磨板表面層冷卻到Ms點以下,隨后提出空冷,空冷時間每次不少于0.5min,以復合耐磨板表面層的溫度不超過回火溫度為限。 大型復合耐磨板淬火方式的特點:(1)采用空氣預冷或爐內降溫,水一油雙液淬火法,符合理想的冷卻曲線。(2)在水冷期間,采用水一油介質間隙冷卻,可避免淬裂。空冷、爐內降溫+空冷P20的珠光體鼻子較短,不宜空氣中預冷,應盡快入水并且轉油中冷卻。 而718鋼奧氏體有較好的性,可以空冷預冷,對于大尺寸復合耐磨板,為了防止淬火開裂,也可以爐中降溫,然后出爐空氣中預冷。爐內降溫對淬火硬度、組織、性能沒有影響。空冷時必須控制復合耐磨板表面溫度不低于650~700℃,以保證耐磨板的中心溫度不低于750~800℃。 空冷到所需溫度的時間需要查相關數據和計算。例如厚200mm的耐磨板從850℃冷卻到700℃約需6min。在確定空冷時間時,尚需根據具體實際進行。復合耐磨板中心冷卻到規定溫度的時間鍛造方坯在空冷降溫后,采用水-油雙液淬火法。
今年在貴州省安順市購買Mn13高錳鋼板現貨有了新選擇,龍澤鋼材(安順市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的Mn13高錳鋼板現貨產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-【13676381400】,地址:匯通國際金屬物流園A區304室。