以下是:河北省保定市DN100鍍鋅鋼管常用材質的產品參數
想要了解DN100鍍鋅鋼管常用材質產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:河北保定DN100鍍鋅鋼管常用材質的圖文介紹


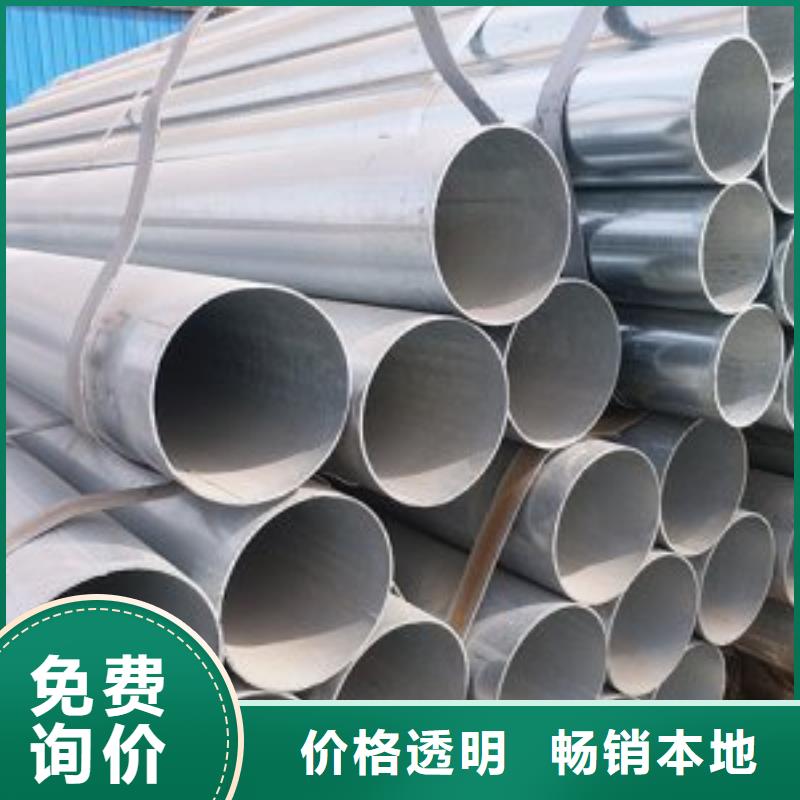
鍍鋅鋼管實際上是鍍鋅鋼管。這主要是因為它增加了鋼管的耐腐蝕性,因此它均勻地涂有一層鋅。它可以防止其他化學物質如、水蒸氣的侵蝕,并保護鋼帶。它是非破壞性的,有效地延長了其使用壽命。一般購買的鋼帶由鍍鋅鋼管制造商卷成大量,所以在存放時要注意。 鍍鋅鋼管存儲注意事 鍍鋅鋼管存儲應該注意幾點。 個是存儲的位置。它不能放在露天,因為在露天,不僅會發生諸如盜竊等各種產品的,還會發生腐蝕問題。露天場地很容易受到各種極端天氣條件的影響。大量的雨水或雨雪會 程度地侵蝕表面上的鍍鋅層,這可能會導致產品生銹。第二個是存儲的細節。它不直接暴露在太陽光線下。需要冷卻和干燥,不得與腐蝕性物品一起存放。



鑫邦源特鋼(保定市分公司)是 鍍鋅鋼管的生產廠家之一,產品銷往各地,深受廣大用戶好評! 我們專業生產 鍍鋅鋼管,在市場需求的引導下,我們不斷更新設備、擴大規模,吸取經驗,引進先進技術,現今的設備完善、工藝精湛、技術。
我們位于經濟開發區鋼管城2排5號,優越的地理位置,便捷的交通,我們在完善設備的同時,注重科學的管理,從原料入手,層層把關,質量進一步提高。我們愿長期為您提供好產品,完善的服務,隨時歡迎您的光臨。我們宗旨“用戶至上”,竭誠歡迎各界朋友光臨惠顧!愿與各界朋友互惠互利,攜手并進,共圖發展大計。
DN100鍍鋅鋼管常用材質


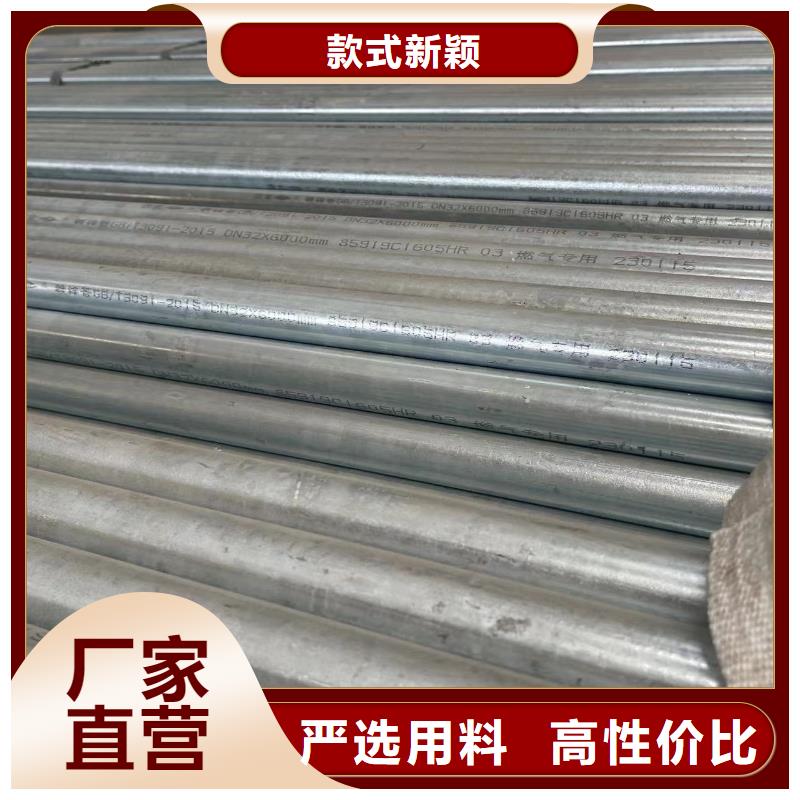
鍍鋅鋼管厚度 標準如下圖: 熱鍍鋅管,為提高鋼管的耐腐蝕性能,對一般鋼管進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低,表面不是很光滑。 公稱壁厚:mm2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5; 系數:c1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。 注:鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。鍍鋅管鋼的牌號:Q215A;Q215B;Q235A;Q235B 試驗壓力值/Mpa:D10.2-168.3mm為3Mpa;D177.8-323.9mm為5Mpa. 鍍鋅鋼管分冷鍍鋅管、熱鍍鋅管,前者已被禁用,后者還被 提倡能用。



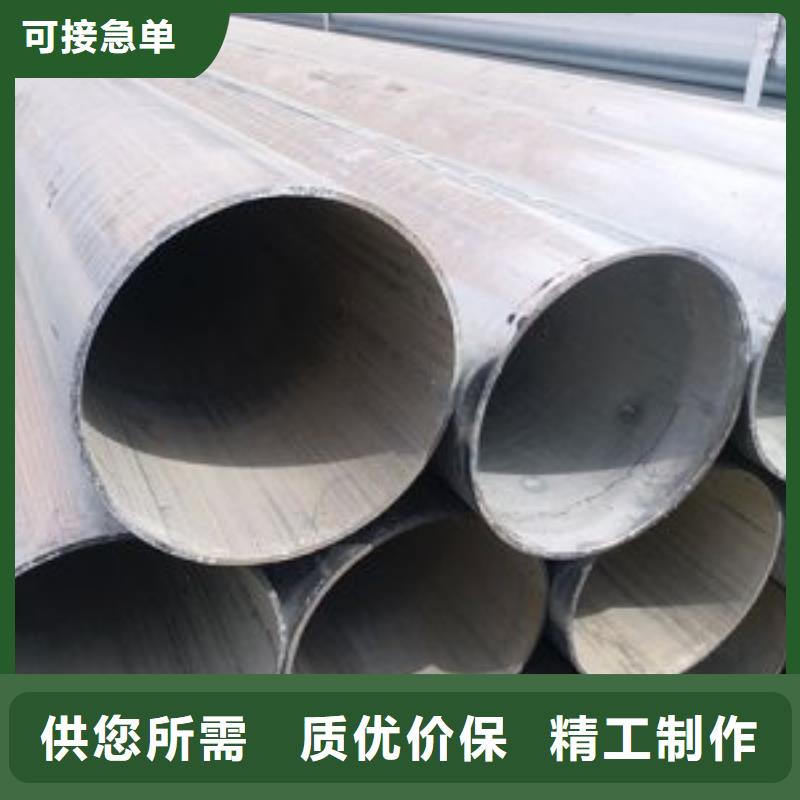
鍍鋅帶焊管以其壁厚大、材質好、加工工藝穩定,成為目前國內外大型油氣輸送工程的 鋼管。在鍍鋅帶焊管接接頭中,焊縫和熱影響區是容易產生各種缺陷的地方,而焊接咬邊、氣孔、夾渣、未熔合、未焊透、焊瘤、燒穿、焊接裂紋是主要焊接缺陷形式,也常常是使直縫埋弧焊管發生質量事故的起源。
鍍鋅帶焊管質量控制措施為:
1、焊接前質量控制
1)首先要把好原材料質量關,經檢驗合格后方能正式進入施工現場,堅決杜絕使用不合格鋼材。
2)其次是對焊接材料的管理。檢查焊接材料是否為合格產品,儲存和烘焙制度是否執行,發放的焊接材料表面是否清潔無銹,焊條的藥皮是否完好、有無霉變。
3)再次是焊接區清潔管理。檢查焊接區的清潔質量,不得有水、油、鐵銹和氧化膜等污物,這對防止焊縫外部缺陷的產生有重要作用。
4)選擇合適的焊接方法,應實行先試焊、后施焊原則。
2、焊接中的質量控制
1)根據焊接工藝規程復核焊絲和焊劑的規格是否正確,防止錯用焊絲和焊劑而造成焊接質量事故。
鍍鋅帶焊管焊接質量控制措施
2)對焊接環境進行監督,當焊接環境不好(溫度低于0℃、相對濕度大于90%)時應采取相應措施后進行焊接。
3)預焊前先檢驗坡口尺寸,包括間隙、鈍邊、角度及錯口等是否符合工藝要求。
4)在埋弧自動內外焊接過程中選用的焊接電流、焊接電壓、焊接速度等工藝參數是否正確。
5)監督焊接人員在埋弧自動內外焊接時充分利用鋼管管端引弧板長度,加強內外焊接時引弧板的使用效率,這有助于提高管端焊接質量。
6)監督焊接人員在補焊時是否先將熔渣清理干凈、是否已徹底處理接頭,坡口處是否有油、鐵銹、渣、水、漆等污物。

選購DN100鍍鋅鋼管常用材質來河北省保定市找鑫邦源特鋼(保定市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:顏經理-【18762195566】,地址:[經濟開發區鋼管城2排5號]。
名片")