以下是:河北省保定市耐磨500耐磨板廠家切割的產品參數
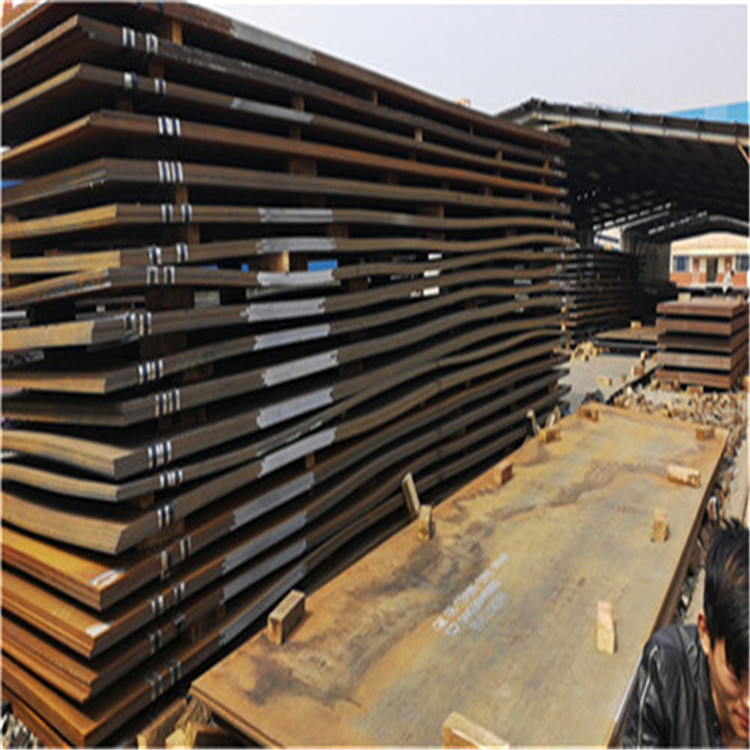
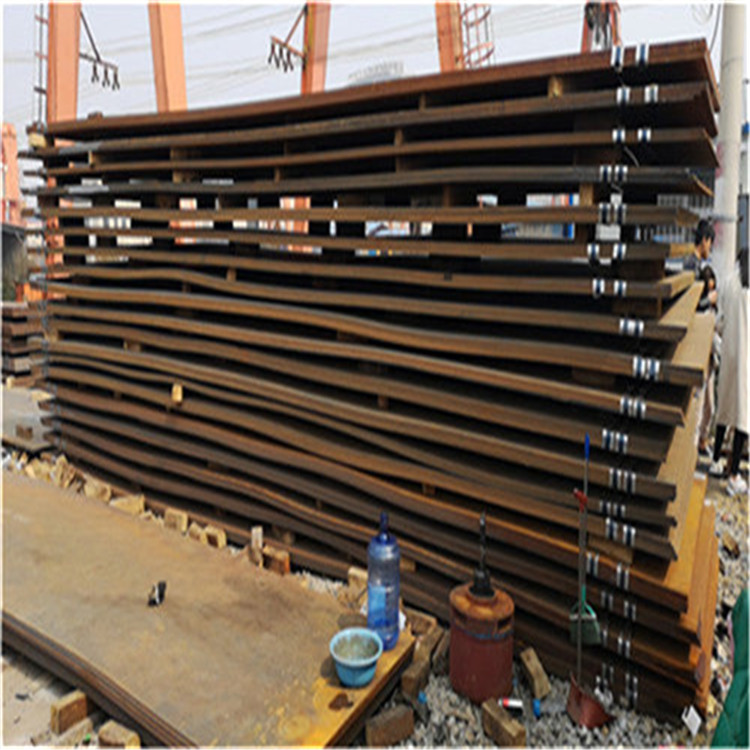
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 NM500耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 范圍 耐磨500耐磨板切割供應范圍覆蓋河北省、石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區等區域。 【龍澤】為客戶提供多樣化產品,包括定州耐磨板質檢合格出廠、涿州耐磨板源頭廠家量大價優、張家口耐磨板客戶滿意度高、唐山耐磨板物美價優、承德耐磨板精挑細選好貨、滄州耐磨板精心選材等,適配多元場景需求。耐磨500耐磨板廠家切割,龍澤鋼材(保定市分公司)sdlz965-3為您提供耐磨500耐磨板廠家切割的資訊,聯系人:王經理,電話:【13676381400】、【13676381400】,供應服務范圍覆蓋河北省、石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區。 河北省,保定市 2022年,保定GDP為3880.3億元。(不含雄安新區及定州市)
想要探索耐磨500耐磨板廠家切割的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。以下是:河北保定耐磨500耐磨板廠家切割的圖文介紹河北保定龍澤鋼材有限公司擁有一支成熟的 耐磨板專家隊伍,依靠周到專業的服務和豐富的人力資源,已為兩千多家企業通過相應的 耐磨板。關注服務品質,創造企業價值,節省客戶成本 我們的愿景:傳遞品質信念,突破行業傳統思維模式,構建現代運營體系。
一般復合耐磨板表面于凈后,不必涂油,但對優質鋼、合金薄鋼板、薄壁管、合金鋼管等,除銹后其內外表面均需涂防銹油后再存放。對銹蝕較嚴重的鋼材,除銹后不宜長期保管,應盡快使用。復合耐磨板運輸中的相意事項:鋼鐵類貨物包括生鐵、鋼錠、各類鋼材等。 運輸中裝載要均勻平衡,防潮防濕,防止銹蝕。復合耐磨板本身沉重,裝運時車輛應備有墊木,注意裝運。不同品種的復合耐磨板不要混裝。應配備油布等防潮、防濕工具。裝載時應避免鋼片超出車外,貨物分布要均勻。 因此,需采用其他方法作為輔助對碳化鉻耐磨板進行前處理,酸洗的前處理方法主要有三種:噴丸處理噴丸處理是目前應用廣泛的機械除磷方法,其原理是利用噴丸設備細小的顆粒狀的鋼丸(砂)對碳化鉻耐磨板撞擊來去除碳化鉻耐磨板表面的氧化層。 熱軋碳化鉻耐磨板表面上的氧化層通常是比較厚的,如果單純依靠化學酸洗去除,不僅會增加酸洗時間、降低酸洗效率,而且也會過多地增加酸洗成本。噴丸處理后,部分氧化層被去除,且板面殘留的氧化層結構間斷疏松,利于后續的酸洗工藝進行。
熔敷率高:由于復合耐磨板的氣體保護焊是圓周薄鋼皮導電燃弧,電阻熱貢獻大,電流可調范圍大,焊接規范及熔敷率比實心鋼板要大,因而熔敷率高。熔深大:由于圓周導電燃弧,復合耐磨板比CO2氣保護焊焊接穿透力強,用2mm的耐磨板焊接規范為I=300A,U=30V,vc=30m/h焊接時,熔深可達5mm,熱影響區寬10mm;用埋弧焊焊接時熔深為4mm,熱影響區寬(14mm)。 有資料介紹,用于角焊縫焊接時可增加喉深,強度,焊角尺寸。如角焊縫喉高6mm,就將焊縫金屬量45~65%。在對接時可坡口尺寸,一般比焊條電弧焊10左右,在窄間隙焊時可比焊條電弧焊預留間隙55%左右。 與實心鋼板相比,還不容易造成焊縫兩側熔合不良。工藝性能好:復合耐磨板比CO2氣保護焊焊接電弧,飛濺小,成型好,有薄渣復蓋,脫渣性好。但不如埋弧焊,這也是埋弧焊在很多方面難以被取代的原因。力學性能好:由于復合耐磨板比埋弧焊容易做到與母材的匹配,再加上可以大范圍熱輸入,在焊接高強鋼時能夠高強度和高韌性。 我們都知道什么是雙金屬耐磨板,那么什么是雙金屬耐磨板的堆焊。它的堆焊是硬面領域中的一個重要分支,采用硬面堆焊是為了恢復或增加零件的尺寸。雙金屬耐磨板的堆焊是在鋼板的表面或邊緣進行熔敷一層耐磨、耐蝕、耐熱等性能金屬層的焊接工藝。
雙金屬耐磨板的預熱溫度750℃焊接電源采用直流正板性,以工件的溫度。焊接電流250A,焊鉗采用自制的水冷式焊鉗。手工電弧焊緣。焊件厚度大于5毫米時,焊前必須預熱,預熱溫度一般在600-740℃左右。用107#雙金屬耐磨板焊接,電源應采用直流反接。 焊接時應當用短弧,鋼板不宜作橫向擺動。鋼板作往復的直線運動,可以改善焊縫的成形。長焊縫應采用逐步退焊法。焊接速度應盡量快些。在焊接時,必須層間的熔渣,且焊接應在通風良好的場所進行。耐磨板焊好后應用平頭錘敲擊焊縫,應力和改善焊縫質量。 手工氬弧焊:在雙金屬耐磨板手工氬弧焊時,采用的鋼板有雙金屬耐磨板201(鋼板)和雙金屬耐磨板202。焊前應對工件焊接邊緣和鋼板表面的氧化膜、油等臟物都必須清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法。 復合耐磨板主要有以下八大性能,下面鑫州具體為大家介紹一下各大性能的特點:適應性好:用軟管半自動或自動全位置焊比較方便,因此利于全位置焊。易摻合金:復合耐磨板可以用鋼帶卷入藥粉摻合金來作成各種不同耐磨鋼板,可更大范圍地代替手工焊和實心鋼板氣保護焊及埋弧焊。
禁止在垛位附近存放對復合耐磨板有腐蝕作用的物品。垛底應墊高、堅固、平整,防止材料受潮或變形。同種材料按入庫先后分別堆碼,便于執行先發的原則。露天堆放的型鋼,下面必須有木墊或條石,垛面略有傾斜,以利排水,并注意材料安放平直,防止造成彎曲變形。 堆垛高度,人工作業的不超過2m,機械作業的不超過5m,垛寬不超過5m。垛與垛之間應留有一定的通道,檢查道一般為0.5m,出入通道視材料大小和運輸機械而定,一般為5~0m。垛底墊高,若倉庫為朝陽的水泥地面,墊高0.1m即可;若為泥地,須墊高0.2~0.5m。 若為露天場地,水泥地面墊高0.3~0.5m,沙泥面墊高0.5~0.7m。露天堆放角鋼和槽鋼應俯放,即口朝下,工字鋼應立放,鋼材的I槽面不能朝上,以免積水生銹。保護材料的包裝和保護層鋼廠出廠前涂的防腐劑或其他鍍復及包裝,這是防止材料銹蝕的重要措施,在運輸裝卸過程中須注意保護,不能損壞,可延長材料的保管期限。 保持倉庫清潔、加強材料養護材料在入庫前要注意防止雨淋或混入雜質,對已經淋雨或弄污的材料要按其性質采用不同的方法擦凈,如硬度高的可用鋼絲刷,硬度低的用布、棉等物。材料入庫后要經常檢查,如有銹蝕,應銹蝕層。
耐磨500耐磨板廠家切割_龍澤鋼材(保定市分公司),固定電話:【13676381400】,移動電話:【13676381400】,聯系人:王經理,匯通國際金屬物流園A區304室。