以下是:貴州省畢節市P12無縫管實力廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 9999 運費說明 1 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 范圍 P12無縫管供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣等區域。 【開安】為客戶提供多樣化產品,包括納雍球墨鑄鐵管源頭廠源頭貨、金沙球墨鑄鐵管廠家精選、遵義球墨鑄鐵管廠家直銷省心省錢、安順球墨鑄鐵管生產型、貴陽球墨鑄鐵管廠家自營、黔東南球墨鑄鐵管免費寄樣等,適配多元場景需求。P12無縫管實力廠家,開安管業(畢節市分公司)sdka21166-3為您提供P12無縫管實力廠家,供應服務范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣,聯系人:夏志明,電話:【13562007212】、【13562007212】。 貴州省,畢節市 畢節市是川、滇、黔、渝結合部區域性中心城市,西南地區區域性重要綜合交通樞紐,珠三角連接西南地區、長三角連接東盟地區的重要通道。畢節磷礦儲量名列全國前茅,鐵礦、銅礦、鉛礦、稀土礦儲量處在貴州;生物資源多樣,有馬鈴薯之鄉、白蒜之鄉等眾多“地理標志”;水能資源豐富,河湖水系縱橫交錯。畢節是古夜郎政治經濟文化中心之一,中國南方古人類文化發祥地。畢節風光景色旖旎,被譽為“洞天湖地、花海鶴鄉、避暑天堂”;畢節氣候清涼宜人,是避暑旅游城市觀測點。畢節是三省紅都,長江以南后一塊革命根據地。
想知道P12無縫管實力廠家產品在實際使用中的表現嗎?我們的現場實拍視頻將為您展示產品的實際應用場景,讓您親身感受其優點和特點。以下是:貴州畢節P12無縫管實力廠家的圖文介紹貴州畢節球墨鑄鐵管開安管業有限公司貴州畢節球墨鑄鐵管的詳細介紹
核心技術 品質服務
27simn鋼管,即27硅錳無縫鋼管,是無縫鋼管的其中一種材質,含碳量在0.24—0.32%之間,simn單列是因為是因為五大元素(碳C,硅Si,錳Mn,磷P,硫S)中,硅錳的含量高約為1.10—1.40%。 27simn鋼管適用于電廠、鍋爐廠、化工,車、輪船的配件等。
27SiMn,液壓支柱管。統一數字代號:A10272
標準: GB/T17396-1998
主要特性
27simn鋼管的性能優于30Mn2鋼,淬透性較高,在水中臨界淬透直徑達8~22mm,可切削性良好,冷變形塑性及焊接性中等;另外鋼在熱處理時韌性減低不多,但卻有相當高的強度和耐磨性,特別是水淬時仍有較高的韌性;但是27simn鋼管對白點敏感性大,熱處理時有回火脆性傾向及過熱敏感性。
應用舉例
27simn鋼管主要在調質狀態下使用,用于制造要求高韌性和耐磨性的熱沖壓件;也可在正火或熱軋供應狀態下使用,如拖拉機的履帶銷等。
27simn鋼管力學性能
抗拉強度 σb (MPa):≥980
屈服強度 σs (MPa):≥835
伸長率 δ5/(%):≥12
斷面收縮率 ψ/(%):≥40
沖擊吸收功 (沖擊值)(Aku2/J):≥39
力學性能試驗方法
所有的無縫鋼管要進行力學性能測試。力學性能測試方法主要分兩類,一類是拉伸試驗,一類是硬度試驗。
拉伸試驗是將無縫鋼管制成試樣,在拉伸試驗機上將試樣拉至斷裂,然后測定一項或幾項力學性能,通常僅測定抗拉強度、屈服強度、斷后伸長率和斷面收縮率。
硬度試驗是將一個硬質壓頭按規定條件緩慢壓入試樣表面、然后測試壓痕深度或尺寸,以此確定27simn鋼管硬度的大小。
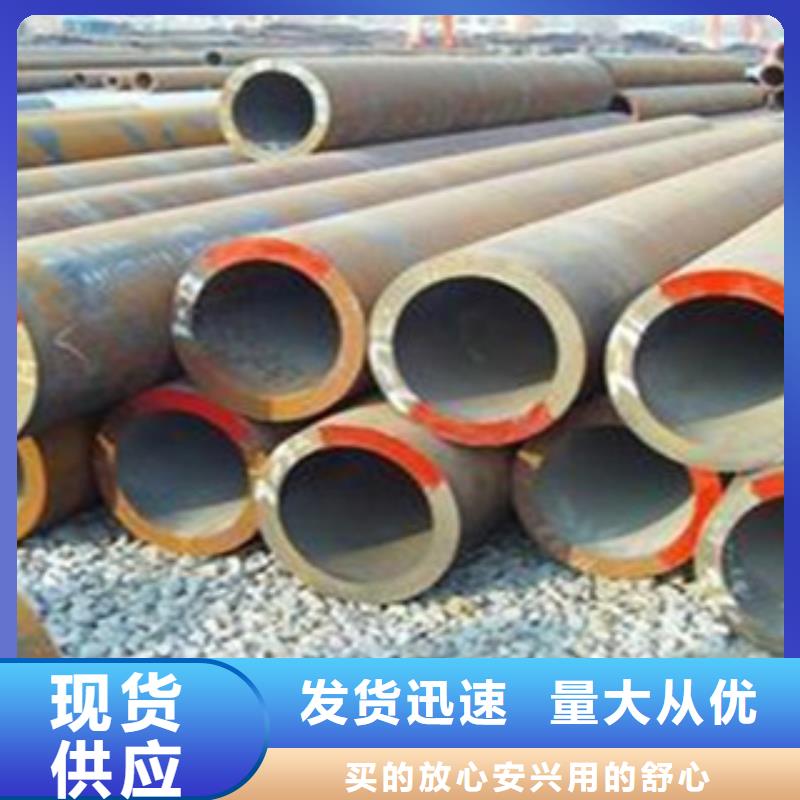
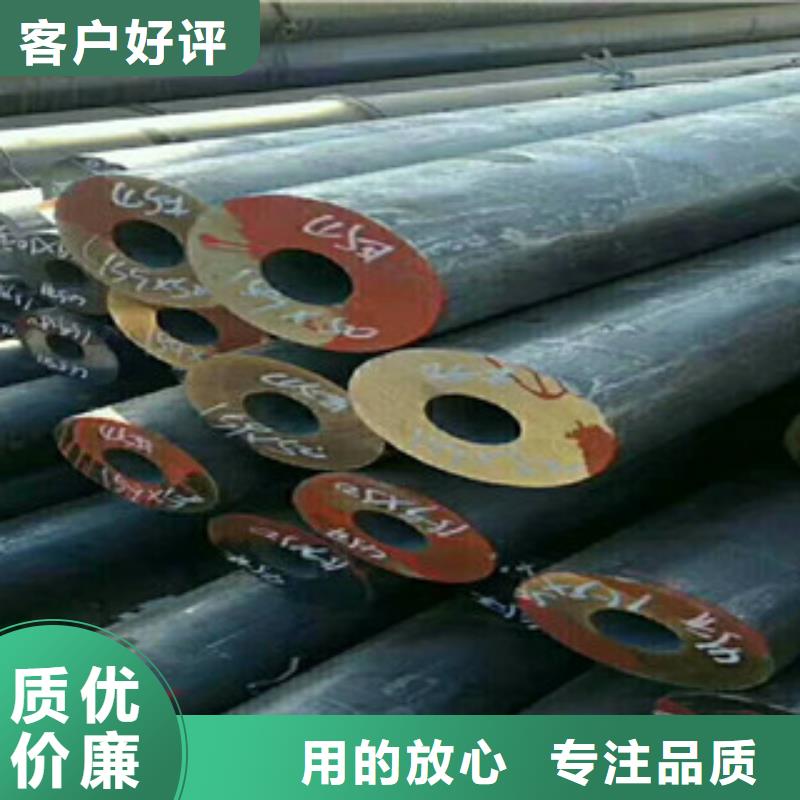
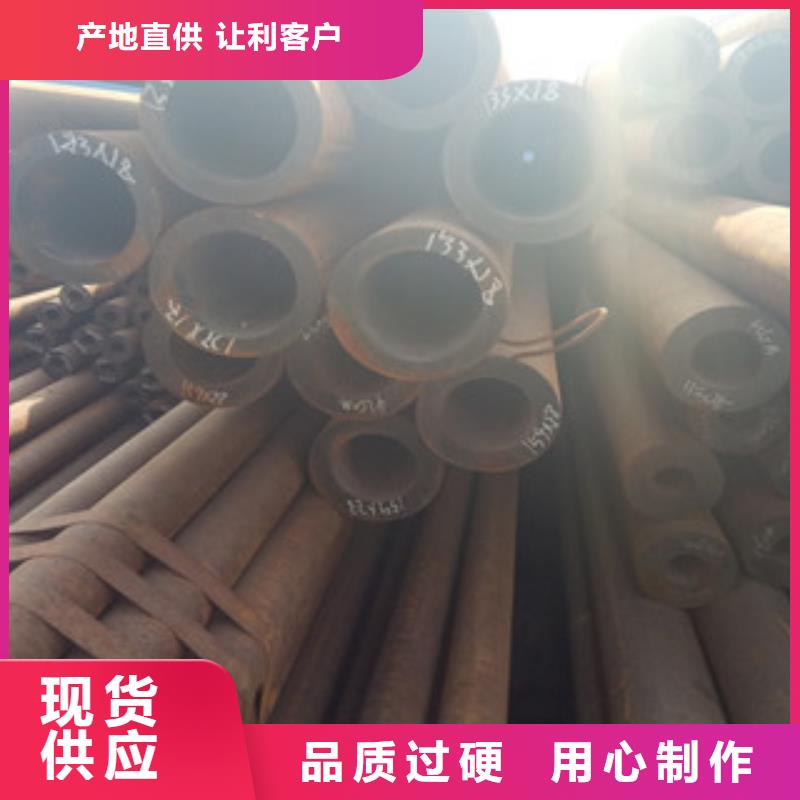
產品細節貴州畢節球墨鑄鐵管產品生產注重細節,精心選擇原材料,精湛的貴州畢節球墨鑄鐵管生產流程
貴州畢節球墨鑄鐵管每道工序把關到位,多年貴州畢節球墨鑄鐵管行業經驗生產效率高
貴州畢節球墨鑄鐵管源頭廠家,出廠價直接給到客戶,經久耐用,性能穩定
產品實拍圖企業介紹貴州畢節開安管業有限公司將秉承“質優達標,不是我們的z u i高追求;客戶滿意,才是我們的z u i高定位”的經營理念,依靠雄厚的技術力量,先進的管理水平,不斷開拓創新的精神,為客戶提供優良的 球墨鑄鐵管產品和優質的服務!
售后服務
在貴州省畢節市采購P12無縫管實力廠家請認準開安管業(畢節市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋貴州省 畢節市 貴陽市、遵義市、安順市、銅仁市、六盤水市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣,讓您購買到更加實惠、更加可靠的產品。(聯系人:夏志明-【13562007212】)。