
以下是:Mn13圓鋼直銷廠家的產品參數
產品參數 產品價格 8500 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 MN13耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 今年在云南省大理市購買Mn13圓鋼直銷廠家有了新選擇,龍澤鋼材有限公司(大理分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的Mn13圓鋼直銷廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-13676381400,QQ:2927897188,地址:匯通國際金屬物流園A區304室。 云南省,大理白族自治州 大理白族自治州歷史悠久,遠在新石器時代,就有白族、彝族等少數民族先民在這里繁衍生息。唐、宋時期分別出現了“南詔國”和“大理國”等地方政權。1956年,建立大理白族自治州。州府所在地大理市,是滇緬公路、滇藏公路交匯地,古為“蜀身毒道”和“茶馬古道”的重要中轉站,現為云南省規劃建設的滇西中心城市、區域交通樞紐和滇西物流中心。
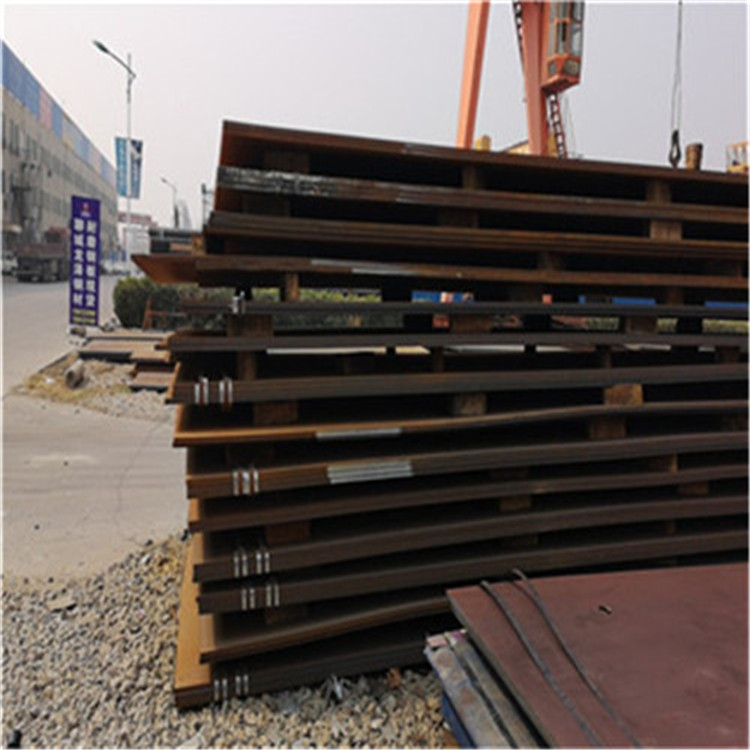
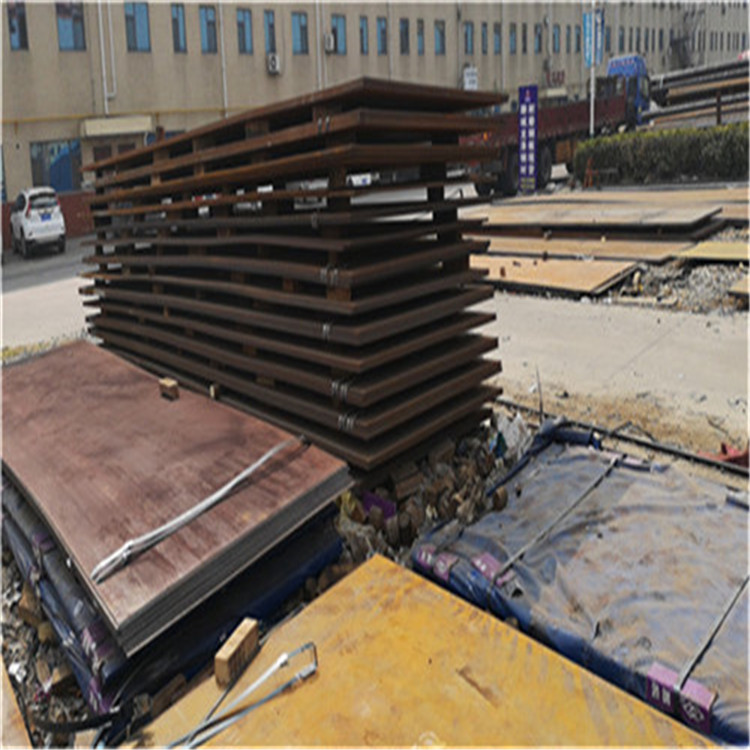
想了解我們的Mn13圓鋼直銷廠家產品嗎?我們為您準備了細致入微的視頻介紹,讓您在短時間內了解產品的精髓。以下是:Mn13圓鋼直銷廠家的圖文介紹
水中冷卻的時間應計算。在避開貝氏體鼻子后,則該用油冷。水-空介質的間隙冷卻法:次水冷使耐磨板表面層冷卻到Ms點以下,隨后提出空冷,空冷時間每次不少于0.5min,以復合耐磨板表面層的溫度不超過回火溫度為限。 大型復合耐磨板淬火方式的特點:(1)采用空氣預冷或爐內降溫,水一油雙液淬火法,符合理想的冷卻曲線。(2)在水冷期間,采用水一油介質間隙冷卻,可避免淬裂。空冷、爐內降溫+空冷P20的珠光體鼻子較短,不宜空氣中預冷,應盡快入水并且轉油中冷卻。 而718鋼奧氏體有較好的性,可以空冷預冷,對于大尺寸復合耐磨板,為了防止淬火開裂,也可以爐中降溫,然后出爐空氣中預冷。爐內降溫對淬火硬度、組織、性能沒有影響。空冷時必須控制復合耐磨板表面溫度不低于650~700℃,以保證耐磨板的中心溫度不低于750~800℃。 空冷到所需溫度的時間需要查相關數據和計算。例如厚200mm的耐磨板從850℃冷卻到700℃約需6min。在確定空冷時間時,尚需根據具體實際進行。復合耐磨板中心冷卻到規定溫度的時間鍛造方坯在空冷降溫后,采用水-油雙液淬火法。
因為這類工藝相對來說會比較第二步即進行面漆涂飾。面漆涂層是在復合耐磨板的表面進行相應顏色上的噴涂,是進行裝飾時比較重要的一個步驟。面漆涂層是直接涂飾在復合耐磨板的表層,是根據設計的要求進行操作的。面漆涂層既可以添加有效地外觀裝飾效果,美化復合耐磨板,是指更適合建筑裝修的需求。 同時又可以避免復合耐磨板直接外部空氣,使之不受酸雨、污染物等的侵襲,延緩材料的老化速度。一般面漆的厚度要求控制在20-30微米左右。具體可以根據需要做進一步的處理。復合耐磨板在進行加工制作的時候,對于其外觀的工藝主要是采用多層噴涂手法。 因為這類工藝相對來說會比較復合耐磨板噴涂的第三步是進行罩光漆涂層處理。罩光漆涂層,也就是常說的清漆涂層。做清漆處理的原因主要在于增加涂層對于外部環境的抗侵襲能力,更好地保護面漆涂層的完好,增強其表面的光澤效果,保持顏色的光澤鮮明。 清漆涂層的厚度一般要求在5-10微米左右。復合耐磨板在進行加工制作的時候,對于其外觀的工藝主要是采用多層噴涂手法。因為這類工藝相對來說會比較后一步則是作為鞏固作用的固化處理,即對三層涂層的進一步鞏固,使之具有更好地裝飾效果。
云南大理龍澤鋼材有限公司位于匯通國際金屬物流園A區304室 ,本公司專業生產 耐磨板。 公司擁有專業的設計及施工團隊,可以根據客戶不同需求進行設計制作產品。我們依靠先進的生產設備、專業的設計研發團隊、高質量、合理的價格及完善的售后服務體系。始終堅持“誠信為本、質量保證、客戶為主的原則,以合格的產品引導市場,備受廣大客戶的青睞。 公司始終秉承“求實、創新、誠信、的企業宗旨,竭誠為您提供的服務,期待與您結成事業上的同盟,共謀發展,共創輝煌! 服務熱線:0527-882668880527-88266888 歡迎來電咨詢或到廠實地考察!
相反,如果電弧燃燒不,使得熔滴過渡時飛溉現象嚴重,焊縫成型差,焊縫熔深淺,以及產生氣孔或者夾渣等缺陷,焊接質量就會低。影響電弧性的因素有焊接電源種類及特性、焊接電流、焊接電壓和焊劑成分以及電弧磁偏吹等,操作人員的熟練程度以及工件表面的清潔程度也會對電弧性產生影響。 生產中焊接電弧性的措施和方法是:對于采用交流電源的焊接方法,其電弧性問題主要是電流過零時電弧再引燃困難,可以通過添加脈沖電流或者在焊接電路中串聯電感來改善電弧的性。復合耐磨板焊接時兩塊耐磨板之間距離對電弧性有影響,所以兩塊復合耐磨板間距要得當。 也可以采用特殊的電流波形比如雙凹電流波形來解決電弧性問題。復合耐磨板中加入穩弧劑,使得電弧空間電離度增大,帶電粒子更容易產生,電弧性也可以得到。焊接在工業生產制造和現代化建設中發揮著重要的作用,對于焊接質量的監測顯得尤為重要,而電弧性又是影響焊接質量的一個重要因素。 焊接工藝性能由于自保護雙金屬耐磨板的工藝參數適應性小,所以試驗中對其進行了。雙金屬耐磨板58-O,60-O的焊接工藝性能優良:電弧燃燒,焊道成形好,飛濺少,氣孔很少,堆焊層致密無縮松,表面有少量渣點,不予清理不影響連續多層焊接,煙塵不大,噪聲低。
聯系人:王經理,電話:13676381400,龍澤鋼材有限公司(大理分公司)在云南省大理市本地專業從事Mn13圓鋼直銷廠家,云南省大理市各個縣市以及周邊城市均可提供送貨上門服務!








