
以下是:精密光亮管個性化定制的產品參數
范圍 供應范圍覆蓋江西省 贛州市 章貢區、贛縣區、信豐縣、大余縣、上猶縣、崇義縣、安遠縣、龍南市、定南縣、全南縣、寧都縣、于都縣、興國縣、會昌縣、尋烏縣、石城縣、瑞金市、南康區等區域。 您是想要在贛州市定南縣采購高質量的精密光亮管個性化定制產品嗎?眾思創物資(定南縣分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的精密光亮管個性化定制產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:王經理,地址:《開發區大東鋼管城B區3號》。 江西省,贛州市,定南縣 定南縣,江西省贛州市轄縣,地處江西省南部邊陲,客家人聚居地之一,中央蘇區縣、東江源區縣、贛粵邊際全域旅游示范縣、省級平安縣。總面積1321平方公里。截至2020年11月1日零時,定南縣常住人口209914人。
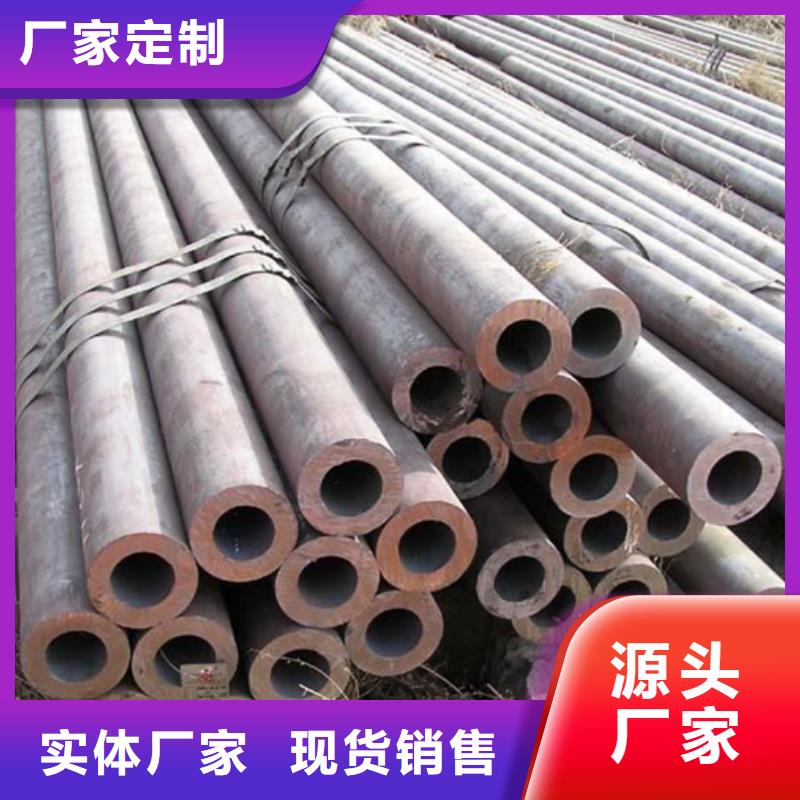
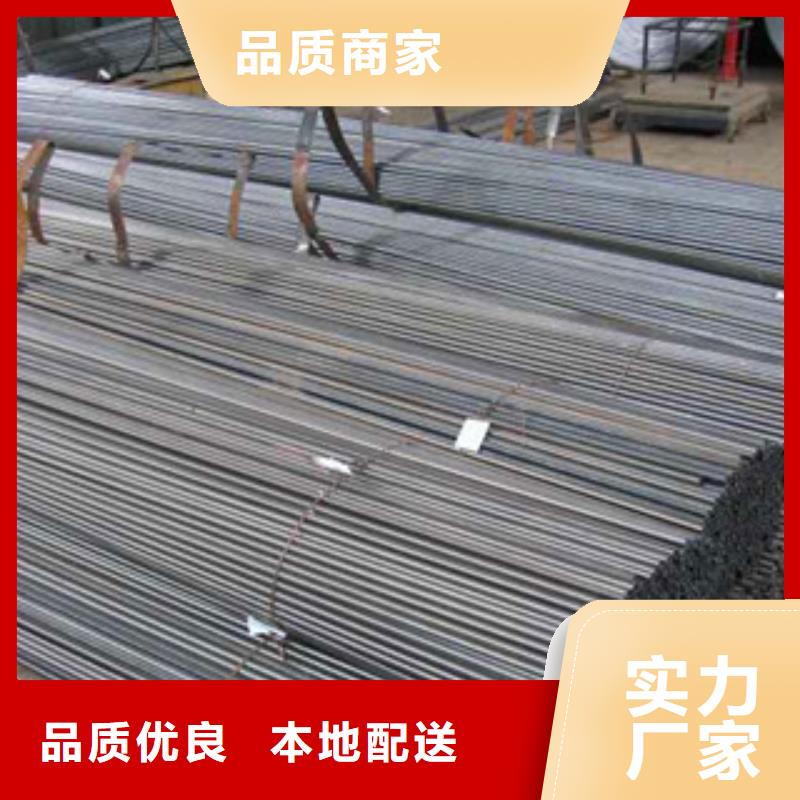
走進真實的場景,感受產品的獨特魅力!我們的精密光亮管個性化定制視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。以下是:精密光亮管個性化定制的圖文介紹
贛州定南眾思創物資有限公司主要生產和銷售 無縫鋼管,小口徑無縫鋼管,等,集 無縫鋼管,小口徑無縫鋼管,產品設計,研發和生產于一體。所有 無縫鋼管,小口徑無縫鋼管,產品采用國際質量標準,產品遠銷海外,享譽海內外眾多市場。公司年銷售額1000w。為了保證客戶的滿意度,我們引進了先進的設備設施,并在 無縫鋼管,小口徑無縫鋼管,生產各個環節貫徹完整的質量檢查措施。
Q345B矩形管的控制冷卻工藝 Q345B矩形管生產的目的是獲得拉拔性能良好的索氏體組織,理論上應使相變在630℃左右發生,而實際生產中不可能是完全的等溫轉變,終產品中除了索氏體,還可能有少量鐵素體和片狀珠光體。本文采用熱模擬實驗的數據,對Q345B矩形管的動態連續冷卻轉變曲線(CCT曲線)進行了研究,討論了吐絲溫度和風冷線冷卻制度對組織性能的影響,并結合高速線材控制冷卻過程中的兩個基本模型,即斯太爾摩風冷線上奧氏體向珠光體轉變模型及終顯微組織與力學性能的關系模型,分析了Q345B矩形管的控制冷卻過程與終的顯微組織和力學性能的關系,以便對冷卻制度進行優化,降低組織性能改判率。 1 CCT曲線的繪制 試樣鋼種為WLX82A,軋制前坯料尺寸為200mm×200mm×6000mm,成品斷面尺寸為.5mm。于粗軋機出口擺剪處剪下一段粗軋坯試樣,加工為中8mm×15mm的圓柱體。 將Q345B矩形管試樣加熱至1100℃,保溫5min后冷卻至1050CC,以50/s應變速率、60%相對變形程度進行壓縮變形。根據現場的生產工藝,設定了3個起始冷卻溫度880、910、940℃,變形后的試樣分別從880、910、940℃開始以0.8、3、6、10、20、30、40℃/s7種不同的冷卻速度進行冷卻至200℃,測得溫度.膨脹量時間曲線,用熱膨脹法確定相變溫度和時間,利用Origin軟件繪制動態CCT曲線。同時以3個試樣分別從880、910、940℃淬火,測量此溫度下奧氏體晶粒尺寸。 2 結果分析 Q345B矩形管熱模擬實驗中的起始冷卻溫度,對應現場線材進入斯太爾摩風冷線的吐絲溫度。在同一冷卻速度下,隨著起始冷卻溫度的升高,轉變終了溫度有不同程度的升高。起始冷卻溫度越高,線材的連續轉變過程中在高溫階段停留的時間越長,具有的能量越高,在晶界上越容易形核長大,并且此時過冷度也較大,轉變較快。 利用LeicaDM6000金相顯微鏡和SEMQuant400掃描電鏡對熱模擬試樣進行定量金相分析,得到試樣奧氏體化晶粒尺寸和珠光體片問距。降低吐絲溫度,一方面影響變形后奧氏體晶粒長大傾向,使相變前奧氏體晶粒越小,晶界面積增大,組織中鐵素體比例增加,利于形成較細晶粒組織;另一方面,珠光體量減少,珠光體片層問距變大,抗拉強度和屈服強度降低。 從實際生產情況以及用戶對Q345B矩形管強度性能的要求考慮,吐絲溫度可以設定在較高溫度區問內(910~930℃),從而獲得較高的抗拉強度。但吐絲溫度也不能太高,NTM(無扭精軋機組)出口溫度和吐絲溫度之間應當有一定的溫降,否則由于線材長時間處于高溫區,奧氏體晶粒長大,終相變后珠光體量增多,使得去除氧化鐵皮困難。另外,吐絲溫度的波動應嚴格控制在±10℃范圍內以改善通條性能。 冷卻速度的加快將使相變開始溫度移向較低溫,隨冷卻速度的提高過冷度增大,促進了鐵素體的進一步形核,提高了形核率,同時溫度較低又限制了晶界的運動能力,延遲鐵素體晶粒向未相變奧氏體基體中的生長,降低長大速率,造成鐵素體晶粒的細化。加快冷卻還可阻止轉變前已經細化的奧氏體晶粒長大,同樣有利于細化鐵素體晶粒。同時也細化了珠光體,減少了珠光體的量,可減輕或珠光體帶狀組織,特別是減小珠光體的片問距和滲碳體層的厚度,使得組織更加細小均勻。 要想將Q345B矩形管的冷卻速度控制在9~12℃/s,經計算應在2風機段開始相變,在4風機段之前完成相變。1、2風機應全開,3風機開85%左右或全開(取決于軋件溫升情況),目的是使線材在相變過程中溫度盡可能穩定在630℃左右,即近似等溫轉變,同時相變在很短的時間內完成,以獲得片間距極小且均勻的組織,保證在獲得高強度的基礎上,具有良好的韌性。相變完成之后,一方面要使線材不斷降溫,另一方面如果降溫速度太快,勢必造成應力增大,影響線材力學性能,所以4~10風機可適當減低開啟度。由于斯太爾摩風冷線冷卻能力(主要由風機的開啟度來控制)受環境尤其是氣候的影響較大,使得風機的開啟與冷卻速度之間沒有線性關系,在正常生產中應隨時進行測溫以控制冷卻速度。 3 總結 (1)Q345B矩形管理想的吐絲溫度為910~930℃(-4-10℃),隨氣候的變化適度調整。 (2)Q345B矩形管相變過程中冷卻速度理想范圍為9~12℃/s。風機的開啟度對相變過程影響很大,應根據實際冷卻速度動態調整冷卻程序,使Q345B矩形管相變過程中溫度保持穩定,即近似等溫轉變。
船重要管道16Mn無縫鋼管的選用. 鞍鋼公司近接了6艘3600m3液化石油氣船的訂單。該船重要管道如液壓管等選用16Mn無縫鋼管.以確保焊接質量。母材情況母材為Φ1689mm16Mn鋼管,為16Mn無縫鋼管的化學成分及機械性能。16Mn化學成分及機械性能化學成分C%0.13Si%0.21Mn%1.26P%0.01S%0.006機械性能σsMPa312σbMPa465δ(%28.1A kv-40℃)34J2焊縫試件的制備。焊接工藝試驗條件。焊接位置:水平放置全位置焊。焊縫接頭形式:對接, 。60°~65°0~0.562~3。 焊縫接頭形式 焊接順序及完成的焊縫草圖,坡口角度:60°;鈍邊:2mm;坡口間隙:2mm;壁厚:9mm;層間溫度:150±10℃。焊接方法:氬弧焊打底+CO2氣保焊填充。16Mn無縫鋼管焊縫草圖60°~65°43210~0.562~3⑤焊接材料與焊接參數。氬弧焊與CO2氣體保護焊的焊接材料與焊接參數 焊接材料名稱牌號規格保護氣體純度氣體流量CO焊接工藝 其它焊接方法 20101121鋼板沖壓焊接大口徑16Mn無縫鋼管自動焊工作站的研制/趙波…//焊接.-20098:27~30介紹了一種鋼板沖壓焊接大口徑彎頭縱縫自動焊工作站的結構和系統配置。該設備主要包括焊接操作機和焊接變位機,用焊接變位機裝夾并按照焊接速度轉動沖壓焊接彎頭,與焊接操作機橫梁端部懸掛的焊接機頭配合,使彎頭縱縫在焊接過程中始終處于的水平焊接位置,實現管件焊縫的機械化、自動化焊接,達到提高焊接生產效率、降低工人勞動強度、保證焊縫質量的目的
今年在贛州市定南縣購買精密光亮管個性化定制有了新選擇,眾思創物資(定南縣分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的精密光亮管個性化定制產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-【13884835444】,地址:開發區大東鋼管城B區3號。









