以下是:遼源市東遼區PE給水管現貨充足的產品參數【宏盛】為客戶提供多樣化產品,包括東豐HDPE鋼帶增強螺旋波紋管細節之處更加用心等,適配多元場景需求。在遼源市東遼區采買PE給水管現貨充足到宏盛塑膠制品(遼源市東遼區分公司)bjhs979-3,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋吉林省、遼源市、東遼區、東豐縣,聯系人:王華-【13933202382】。 吉林省,遼源市,東遼縣 2020年,東遼縣地區生產總值90億元,同比增長4.6%,三次產業比重為20:17.8:62.2。
想知道PE給水管現貨充足產品的獨特魅力嗎?我們為您準備的視頻將帶您親身體驗,讓您感受到產品的無限魅力。以下是:遼源東遼PE給水管現貨充足的圖文介紹
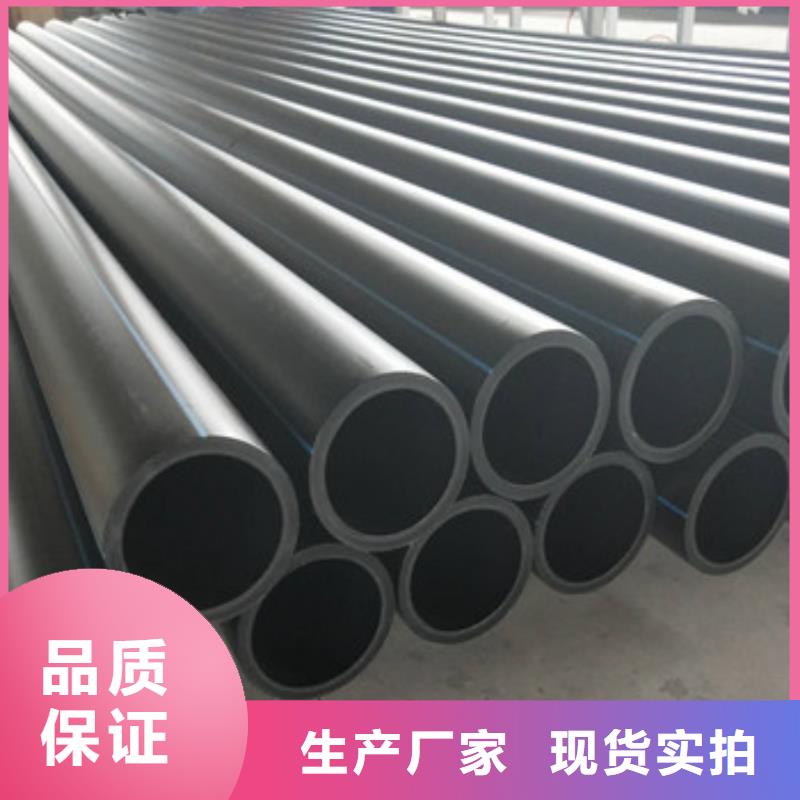
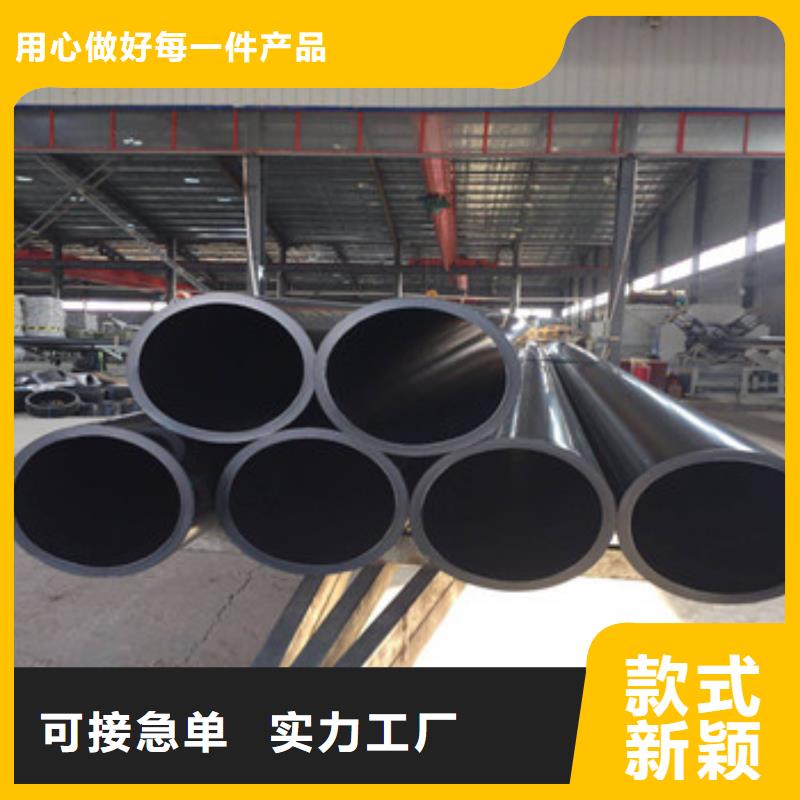
遼源東遼宏盛塑膠制品有限公司為您找到優質的 HDPE鋼帶增強螺旋波紋管信息,在這您可以查看 HDPE鋼帶增強螺旋波紋管報價、行情、參數、廠家介紹等,聯系人:王華,地址:雄安新區
法蘭連接部位應以便于檢查是否泄漏。在壓力測試過程中,由于管子的連續將會導致壓力降產生,測試過程中產生一定的壓力降是正常的,并不能因此來證明管道系統肯定發生泄漏或破壞。PE聚管主要分兩大類:高密度聚HDPE(低壓聚)和低密度聚LDPE(高壓聚)。
聚材料的應用非常廣闊,管材領域只是聚應用領域中的一個重要方面。我們在平時操作中需要多加注意其加工方法。1、彎曲調直和直管彎曲的方法(1)、彎曲調直由于PE聚管熱變形溫度在45--85℃,因此可將卷曲的彎管放入90℃以上的熱水中浸泡少許時間,曲管自然變直。
如能取一根直徑比塑料管稍小的玻璃管,立刻由水中撈出的塑料管中冷卻更好。管子較長時,可將管子兩端拉住,用吹風機的熱風加熱調直。(2)彎管法:內徑較細細管,仍可在60℃C以上的熱水中彎曲,彎好后取出用水冷卻,即可得到外型美觀的彎管。
要彎制比這更粗的管子時,盡量放在擬彎角度的模具上進行彎曲。2、拉伸法及打孔(1)拉伸法:PE聚管加熱至時,會發生收縮,在其不致收縮的情況下,邊加熱邊輕拉,待溫度適宜時,停止加熱拉伸即可。因為它在壁薄拉細處開始冷卻變成白色,所以可再稍,將其拉伸成型。
拉伸過程中,發生斷裂是加熱不足所致。(2)打孔:打孔時,先加熱比欲打的孔直徑稍細的金屬棒,然后用它燙穿。3、PE聚管的修補用管子碎片制成細長的棒狀,將它沖下點燃后就會象蠟燭熔融那樣往下滴液。將這種滴液滴在要修補的地方,放冷后就修補完畢。
4、置入銑,先打開銑電源開關,然后再管材兩端,并加以適當的壓力,直到兩端有連續的切屑出現后(切屑厚度為0.5~10mm,通過調節銑片的高度可調節切屑厚度),撤掉壓力,略等片刻,再退開活動架,關閉銑電源。5、取出銑,兩管端,檢查兩端對齊情況(管材兩端的錯位量不能超過壁厚的10%,通過管材直線度和松緊卡瓦予以改善。
6、加熱板溫度達到設定值后,放入機架,施加規定的壓力,直到兩邊卷邊達到規定高度時,壓力減小到規定值(管端兩面與加熱板之間剛好保持,進行吸熱),時間達到后,松開活動架,迅速取出加熱板,然后兩管端,其切換時間盡量縮短,冷卻到規定時間后,卸壓,松開卡瓦,取出連接完成的管材。
管材兩端面間的間隙也不能超過0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不滿足要求,應在此銑削,直到滿足要求。PE聚管自身原因損壞,造成的漏水機率很小。三分材料,七分安裝。再好的產品,安裝不好都會出問題。
所以其安裝是容易被忽視的一個環節,也是容易造成漏水問題的環節。PE聚管接頭漏水,90%以上是焊接操作問題,原因可能是:1、焊接時溫度不夠,管子加熱還沒完全熔化就焊接。2、焊接面沒清理干凈,上面有臟東西。3、焊接時候的焊接時間、參數不正確。
首先,是工具的程度:對于熱熔焊接而言,焊機的溫度能否實現自動地控制。對于機械連接而言,工具是否。力是否能得到定期調校。其次,操作工是否接受過正規培訓。是否持證上崗。是否熟知規范要求,是否按照相關規范進行清潔、焊接或連接要點。
選購PE給水管現貨充足來遼源市東遼區找宏盛塑膠制品(遼源市東遼區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王華-【13933202382】,地址:[雄安新區]。









