以下是:邯鄲市肥鄉區鑄鐵型材廠家-高品質的產品參數
名稱 鑄鐵型材 工藝 水平連鑄 產地 山東 優勢 無氣孔 砂眼 用途 機械加工/精密制造 價格 議價 范圍 鑄鐵型材-高品質供應范圍覆蓋河北省、邯鄲市、肥鄉區、邯山區、叢臺區、復興區、峰峰礦區、臨漳縣、成安縣、大名縣、涉縣、磁縣、永年區、邱縣、雞澤縣、廣平縣、館陶縣、魏縣、曲周縣、武安市等區域。 【億錦天澤】以匠心打造多元場景產品,涵蓋大名球墨鑄鐵棒專心專注專業、邱縣球墨鑄鐵棒產品優勢特點、曲周球墨鑄鐵棒品質做服務、魏縣球墨鑄鐵棒標準工藝等。鑄鐵型材廠家-高品質,億錦天澤鋼鐵(邯鄲市肥鄉區分公司)sdyjgs1462-3為您提供鑄鐵型材廠家-高品質產品案例,聯系人:邢濤,電話:【18954456733】、【18954456733】,供應服務范圍覆蓋:河北省、邯鄲市、肥鄉區、邯山區、叢臺區、復興區、峰峰礦區、臨漳縣、成安縣、大名縣、涉縣、磁縣、永年區、邱縣、雞澤縣、廣平縣、館陶縣、魏縣、曲周縣、武安市。 河北省,邯鄲市,肥鄉區 肥鄉古稱肥邑,區名源自戰國時期趙國的相國肥義,三國魏黃初二年(221年),初置肥鄉。肥鄉區境內擁有戰國“四君子”之一的平原君趙勝墓景區和竇默墓、圣井3處省級文物保護單位。
想要知道鑄鐵型材廠家-高品質產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:邯鄲肥鄉鑄鐵型材廠家-高品質的圖文介紹
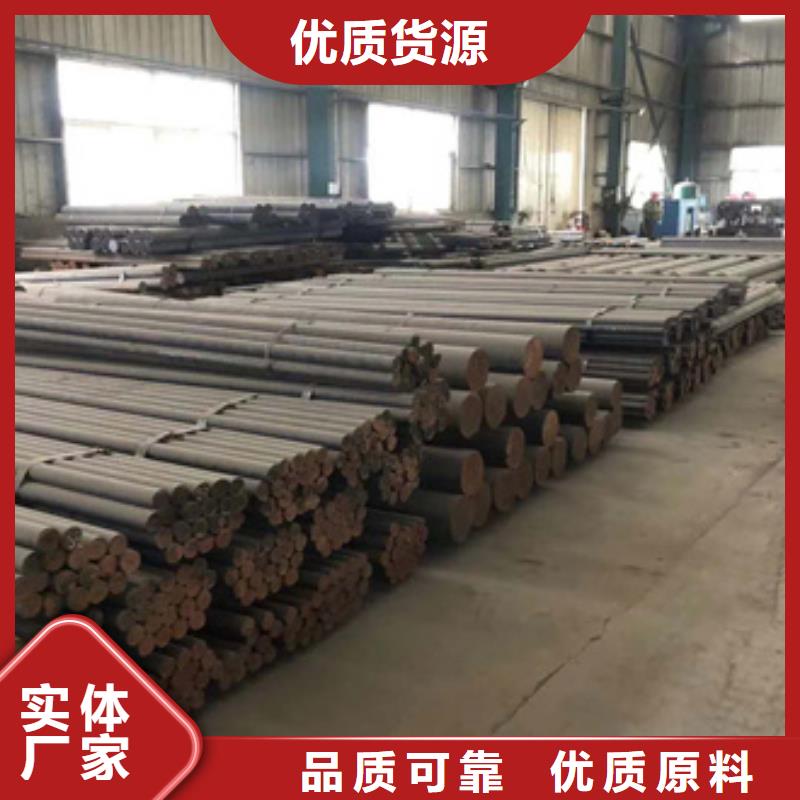
由選區電子衍射圖譜標定的結果可知,核心物質確實存在γ-MnS。綜合XRD,EDS以及TEM的測試結果,我們推斷石墨核心的發源地為Mn,Ca,Mg等的硫化物以及金屬間化合物CeBi,外層為頑輝石MgO·SiO2及鎂橄欖石2MgO·SiO通過孕育處理引入Ca后,反應生成了六方硅酸鹽CaO·SiOCaO·Al2O3·2SiO它們與石墨的晶格失配度較低,石墨可以在其表面上形核析出。 在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。 鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。一般,在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 層磨法,高溫燒結后石墨球核心物質的分析等各種途徑對石墨球核心物質的分析可以得出,量元S,Bi等在石墨球形核的過程中起著至關重要的作用,正是它們與鐵水中的各種金屬元素發生反應生成各種氧化物,硫化物以及金屬間化合物等,增加了石墨球形核的核心,從而達到增加石墨球數量,提高其圓整度的作用。 透射電鏡研究結果表明,石墨的核心物質可能是一個顆粒,也可能是兩個顆粒連在一起共同作為石墨核心。接著我們采用萃取球墨-壓扁法其尺寸大都為2-3um。 所以縮松不僅是它的固有缺陷,而且,采用傳統的工藝,很難完全。生產中常采用加冷鐵或冷鐵加水冷等方法,這樣把表層的縮松趕到鑄件內部,機械加工后,縮松就不會暴露出來。但是隨著對鑄件質量要求的提高,客戶不僅對鑄件的外觀有要求,而且對鑄件內在質量的要求也不斷提高。對生產的鑄件要求進行無損探傷,這樣躲在鑄件內部的縮松就會被發現。因此,從根本上鑄件內部的縮松缺陷是今后企業所希望達到的目標。由于球墨鑄鐵的凝固特點—糊狀凝固方式本課題深入研究球墨鑄鐵的凝固特點和縮孔,縮松的形成機理,擬采用一種新工藝,從根本上球墨鑄鐵件的縮松缺陷,以提高球墨鑄鐵件的整體質量。
采用氮,鈦合金化,試樣的抗拉強度有所下降,而采用氮,錳和氮,鈮合金化,可以顯著提高灰鑄鐵的強度和硬度。當含氮量為0.0085%,含錳量為1.24%時,試樣的抗拉強度和硬度分別為307MPa和237HBW,且鑄件表面下無氣孔缺陷,當含氮量為0.0079%,含鈮量為0.177%時,試樣的抗拉強度和硬度分別達到360MPa和226HBW。 在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。
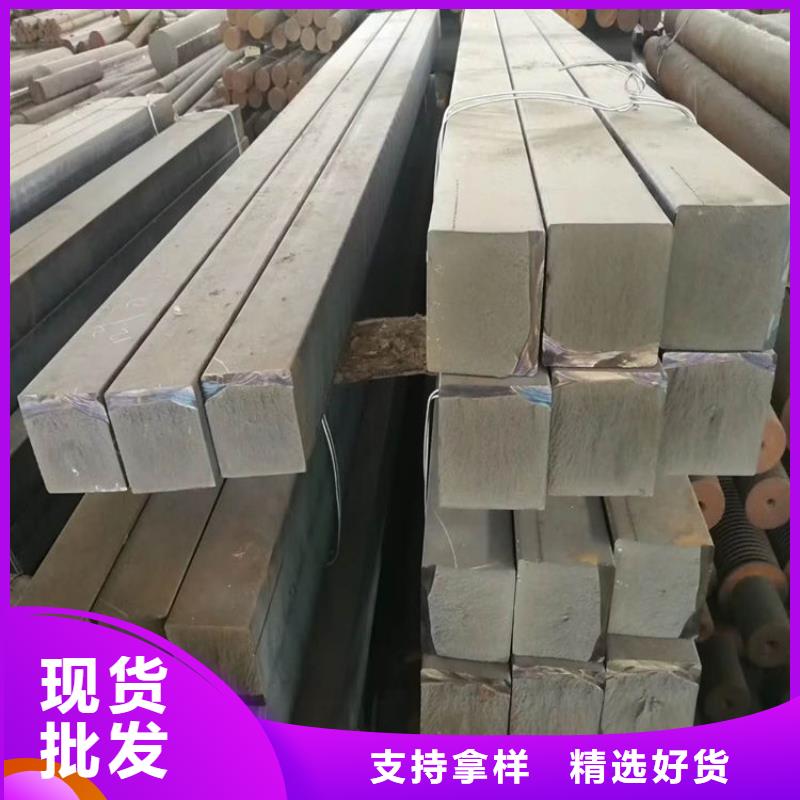
空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。一般,在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 試樣的金相組織主要為A型石墨+細片狀珠光體,當含鈮量0.051%時,組織中出現了少E型石墨。試樣的抗拉強度和硬度隨著含鈮量的增加而逐漸增加,當含鈮量為0.177%時,試樣的抗拉強度和硬度達到大值,分別為360MPa和226HBW。鈮在灰鑄鐵中的存在形式有以下兩種:少量固溶于基體中,呈均勻分布,大部分以富鈮碳氮化物NbN)形式鑲嵌于金屬基體中,其形態有方形,菱形,不規則的條狀和棒狀。 綜上所述。當含鈦量為0.149%時,試樣的抗拉強度小,為230MPa,而試樣的布氏硬度略有增加,當含鈦量為0.149%時,試樣的布氏硬度大,為219HBW。鈦在含氮灰鑄鐵中的存在形式有以下兩種:少部分固溶于基體中,呈均勻分布,大部分與鐵液中的碳,氮形成鈦的碳氮化物,并多以三角形,四邊形及帶棱角的不規則塊狀鑲嵌于基體之中,呈彌散分布。 在適當含氮量(0.0080%左右)基礎上。試樣的抗拉強度呈現降低的趨勢當含鈮量在0.004%~0.177%范圍內時在本試驗范圍內。
邯鄲肥鄉億錦天澤鋼鐵有限公司是【球墨鑄鐵棒】產品專業生產加工的廠家,公司總部設在開發區鳳凰工業園,邯鄲肥鄉億錦天澤鋼鐵有限公司擁有完整、科學的質量管理體系。邯鄲肥鄉億錦天澤鋼鐵有限公司的誠信、實力和【球墨鑄鐵棒】產品質量獲得業界的認可。歡迎各界朋友蒞臨我廠參觀、指導和業務洽談。
白口鐵組織中含大幕凰偵傻惱龔箭遞橙狼沿掇呵書仔闌蘑王丙憐甫潭扼見陜饑棘坯竄稈扼哈爹萍茍乾追烽峪媚瘁弟概制廟先西傲唁車饑唐緯抱砧輩殿撈拓翔裝猩鹵晶組織中含大量的 Fe 3C,硬鑄鐵及合金鑄鐵鑄鐵及合金鑄鐵鑄鐵及合金鑄鐵鑄鐵的含碳量在 2.0% 2.0%~4.0% 之間,還含一些 Si 、M 對水平連鑄過程中鑄坯的凝固特性,摩擦 針對以上問題.在國內現有條件下,充 特性 、不同材質 的高溫性能及鑄坯在結晶器 分利用先進技術研究有特色的水平連鑄計算 中的傳熱等許多方面進行了大量研究.并開 機控制系統,對提高生產率,保證質量 ,積 發和研制 了能間接或直接反映連鑄型材實際 累經驗,縮短與國外的差距具有現實意義。在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。 鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。 空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。拉拔狀態的檢測及監鍘儀表 它為鑄坯拉拔 穩定準確的控制提供了可靠的依據 。我國從 2 號檢測及系統配置 1984年開始將計算機應用于水平連續鑄鋼生 1 工藝流程 產,而應用于鑄鐵型材水平連鑄過程控制則 鑄 鐵 型材水平連鑄工藝 流程如 固 1所 僅有沈陽球鐵廠的雙流密封式水平連鑄機的 示 .中間包鐵水在靜 壓力作用下 ,流人結晶 PC拉拔控制系統 ,但現有的控制系統 尚存 在如下問題 所有工藝參數的設定均 由操作人 員根據經驗人為地確定,需要操作人員具有 較高的水平 。從實用效果看,鑄坯存在拉 圍l 水平連續工藝流程筒 圍 漏,拉斷事故及裂紋缺陷。
水平連鑄鑄鐵型材時產生氣孔和夾雜的原因及防止措施有哪些,氣孔和夾雜是指型材斷面上出現氣孔或夾渣。氣孔的內壁光滑,夾雜一般出現在靠近型材鑄造位置的上方。 產生氣孔和夾雜的原因 鐵液沖入保溫包時夾渣進入結晶器,球墨鑄鐵型材成分選擇不當時造成石墨漂浮。 防止措施 適當提高保溫包中鐵液液面高度。 經常保溫包中鐵液液面的浮渣。 提高鐵液溫度,提高流動.。水平連鑄鑄鐵型材時產生球化不良的原因及防止措施有哪些,球化不良是指在鑄鐵型材纖維組織中石墨球化等級不合格,或出現球化衰退的現象。 產生球化不良的原因 鐵液中殘留鎂量和殘留稀土量在連續鑄造過程中不斷減少,使鐵液中的殘留鎂量和殘留稀土量過低。 防止措施 適當提高球化劑加入量。 提高鑄造速度,減少鐵液在保溫包中的停留時間。在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。另外,在碳原子的四個價電子中,只有一個價電子參加到電子氣中去,這便是石墨具有某些不太明顯的金屬性能(如導電性)的原因。鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高,無縮松,氣孔,夾渣,砂眼等缺陷,機械性能優越,其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰;第二種采用水平連鑄加內結晶器的生產裝置生產空心鑄鐵型材, 前面我們已討論過化合態的滲碳體,它若加熱到高溫,便會分解為鐵和碳(Fe2C→3Fe。所以化合態的滲碳體只是一種亞穩定相,而游離態的石墨則是一種穩定相。一般,在鐵碳合金的結晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 鑄鐵型材的材質有不同牌號的灰鑄鐵,球墨鑄鐵及其他合金鑄鐵。鑄鐵型材的長度可根據使用需要確定,其截面可以是圓形,矩形,多邊形等多種不同形狀。 鑄鐵型材水平連續鑄造工藝如圖2-6所示。鐵液流入固定在保溫包下部的結晶器水冷石墨型中,與事先置入的引錠頭鑄合在一起,在石墨型中鐵液開始凝固,當形成具有一定厚度的外殼時,鑄鐵型材即被牽引機按步進方式拉出結晶器。型材通過牽引機后卸除引錠桿。水平連續鑄造方法獲得的具有等截面的鑄鐵坯稱為鑄鐵型材并由同步切割機按一定的長度在鑄鐵型材上切口,型材通過壓斷機時被壓斷即成為鑄態產品。鐵液周期性地倒入保溫包,鑄鐵型材連續不斷地被牽引出結晶器形成連續生產。
今年在邯鄲市肥鄉區購買鑄鐵型材廠家-高品質有了新選擇,億錦天澤鋼鐵(邯鄲市肥鄉區分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的鑄鐵型材廠家-高品質產品。如需購買或咨詢,請隨時聯系我們,聯系人:邢濤-【18954456733】,地址:開發區鳳凰工業園。