


以下是:支持定制的異型鋼管銷售廠家的產品參數支持定制的異型鋼管銷售廠家_亞華鋼管有限公司(富裕分公司),固定電話:15066480076,移動電話:15066480076,聯系人:胡經理,QQ:1050645133,匯通物流園C區303 發貨到 齊齊哈爾市富裕縣。 黑龍江省,齊齊哈爾市,富裕縣 2019年,富裕縣地區生產總值初步核算完成70.6億元,同比增長6.2%。其中,產業增加值31.6億元,同比增長2.8%;第二產業增加值13.4億元,同比增長14.5%;第三產業增加值25.6億元,同比增長5.7%。人均地區生產總值25340元,同比下降0.5%。三次產業結構為44.8:19.0:36.2,產業比重比上年上升6.1個百分點,第二產業比重比上年下降13.2個百分點,第三產業比上年上升7.1個百分點。
以下是我們上傳的支持定制的異型鋼管銷售廠家視頻,視頻介紹比圖文介紹更直觀一些,您可以點擊觀看。
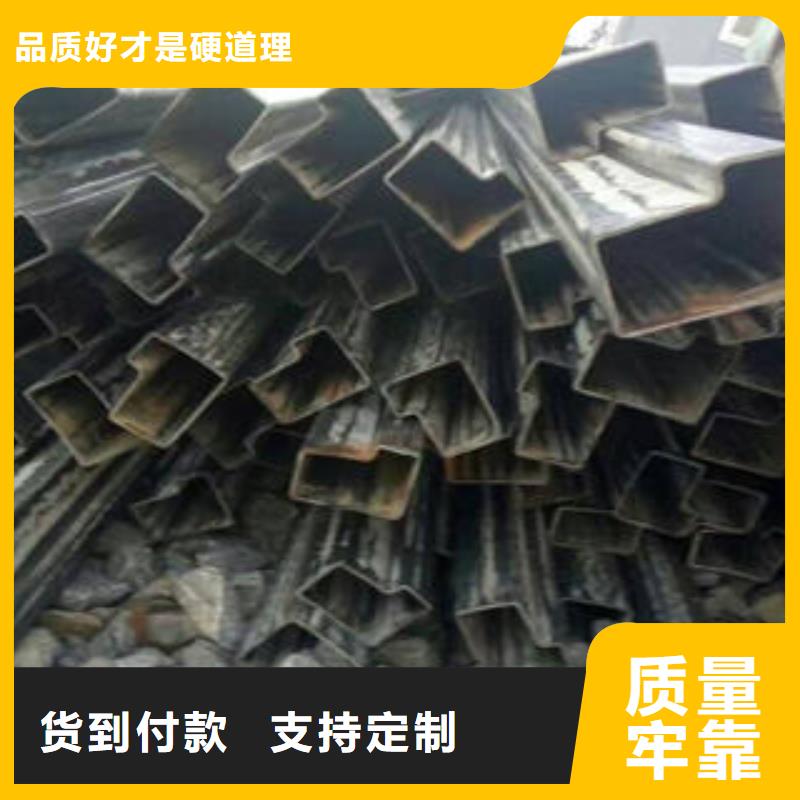
以下是:支持定制的異型鋼管銷售廠家的圖文介紹
主要生產的產品有:【無縫鋼管】。 承接全國各地區【無縫鋼管】,資質齊全,全國包驗! 齊齊哈爾富裕亞華鋼管有限公司廠家始建于2017年,至今已有將近多年【無縫鋼管】經驗,誠實做人,誠信共事,合作共贏!
不銹鋼異型管進行MIG焊接時,應該注意以下十個要點:
(一)適合于6mm以下異型管薄板的焊接,具有焊縫成型美觀,焊接變形量小的特點。
(二)鎢極從氣體噴嘴突出的長度,以4-5mm為佳,,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
(三)焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
(四)為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
(五)不銹鋼異型管的MIG焊接,一般都在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
(六)保護氣體為氬氣,當焊接電流為50-150A時氬氣流量為8-10L/min,當電流為150-250A時氬氣流量為12-15L/min。
(七)MIG焊接容易受到風的影響,有時風而產生氣孔。所以風速在0.5m/sec以上的地方進行異型管焊接,都應當采取防風措施。
(八)采用平特性焊接電源,直流時采用反極性。
(九)為防止焊接氣孔之出現,異型管的焊接部位如有鐵銹、油污等務必清理干凈。
(十)對接打底時,為防止底層焊道的背面被氧化,異型管背面也需要實施氣體保護。
影響異型管送料精度的因素主要有以下七點:
(一)異型管送料裝置的中心線與沖壓機械的中心線必須設置在同一直線上。如果不在一條直線上,開卷后的材料被送到模具時,相對于模具就是傾斜的,模具內部的材料導向,送料裝置的側面導向等都會發生很大的抵抗,在很大程度上降低送料的精度。
(二)異型管材料幅度方向的波紋形狀一定要小。隨著板厚的增加鼓起也會增加,嚴重時2000mm的長度范圍內會有5mm以上的鼓起,這樣的材料就不能送料了。
(三)與表面非常光滑的卷材相比,表面粗糙的鋼板和送料裝置輥輪間的摩擦系數要高,所以異型管送料精度會相應地得到提高。需要注意的事,粗糙面壓延鋼板是在冷軋延伸時,在材料表面會形成非常細小的凹凸,這些粗糙的面會造成軋制油的殘留,也便于拉深加工。
(四)驅動送料輥輪的齒輪類齒隙比較小,驅動送料輥輪的伺服電機可以靈活、適度地加、減速。
(五)軋制油膜對送料精度產生影響,軋制完成后如果放置時間過長,軋制油就會發生干燥固化現象,送料時材料就會與送料輥輪發生滑動,使送料的精度下降。
(六)當異型管材料從很寬的材料剪切時,因剪切裝置的精度和剛度原因剪切下來的材料幅度會出現正、負誤差。在通過模具的導向柱時,材料過窄就會產生間隙,發生抖動,使送料的精度下降。在通過模具的導向柱時,材料過寬會被壓縮變形,也會嚴重降低送料精度。
(七)異型管卷材是由很寬的壓延鋼板卷曲而成的,相對來說靠近附近的精度比較好,幅寬方向的兩端呈現逐漸變薄的現象,厚度的精度明顯變差。此時,幅寬精度比較差的卷材也會影響送料精度。
在齊齊哈爾市富裕縣采買支持定制的異型鋼管銷售廠家到亞華鋼管有限公司(富裕分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:胡經理-15066480076,QQ:1050645133,地址:《匯通物流園C區303》。







