以下是:電解拋光液 電解拋光液廠家的產品參數
材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 2000*700*800mm 類型 電解拋光去除焊點毛刺等 品牌 張家港燈鼎科技 型號 DD-805-2000A12V 可定制 是 包裝 普通包裝 您是想要在齊齊哈爾市富裕縣采購高質量的電解拋光液 電解拋光液廠家產品嗎?前海燈鼎實業有限公司(富裕分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的電解拋光液 電解拋光液廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:楚先生-18018712562,QQ:858787721,地址:《寶安區沙井鎮》。 黑龍江省,齊齊哈爾市,富裕縣 富裕縣是黑龍江省齊齊哈爾市下轄縣。位于黑龍江省西部,嫩江中游左岸。處于由平緩起伏的漫崗向平原的過渡地段。屬中溫帶大陸性季風氣候,冬寒夏暖,四季變化明顯。距齊齊哈爾市65公里,距哈爾濱市350公里。地處東經124°0′24″、北緯47°18′24″。南與齊齊哈爾、大慶市毗鄰,東與依安縣接壤,西與甘南縣隔江相望,北與訥河市相連。齊北、富嫩兩條鐵路在縣城交匯,齊黑、碾北兩條公路從縣內通過。幅員面積4026平方公里。根據第七次人口普查數據,截至2020年11月1日零時,富裕縣常住人口為224040人。
我們的現場實拍視頻將帶您走進電解拋光液 電解拋光液廠家產品的世界,產品視頻細節之美一覽無余!以下是:電解拋光液 電解拋光液廠家的圖文介紹
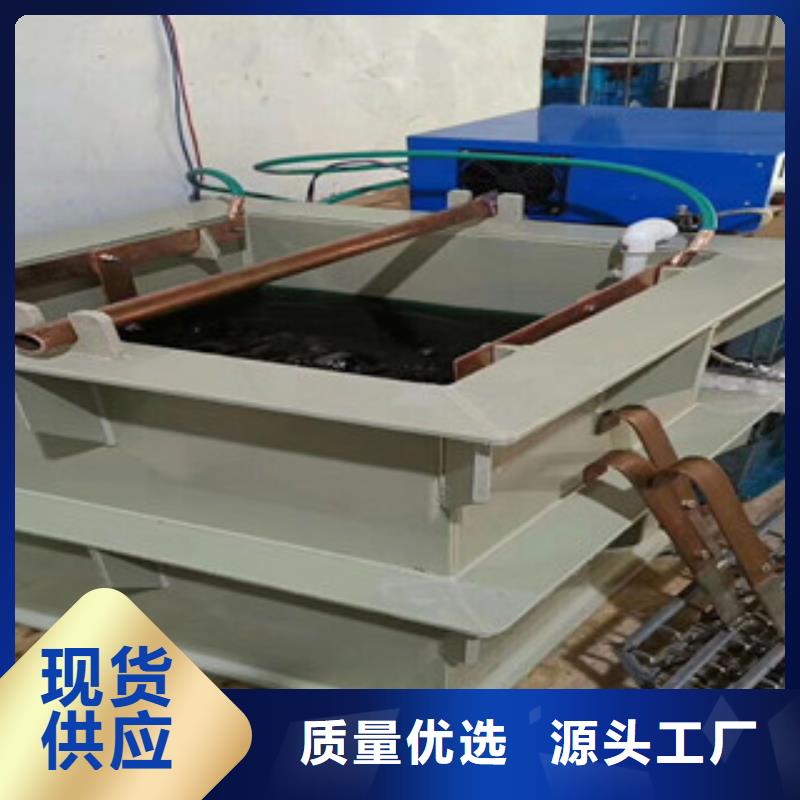
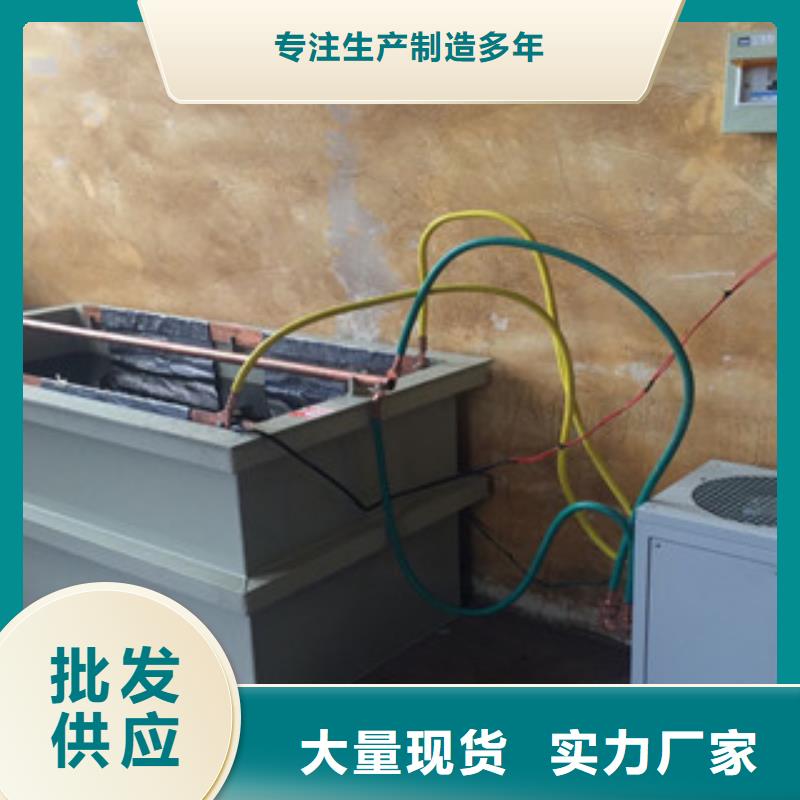
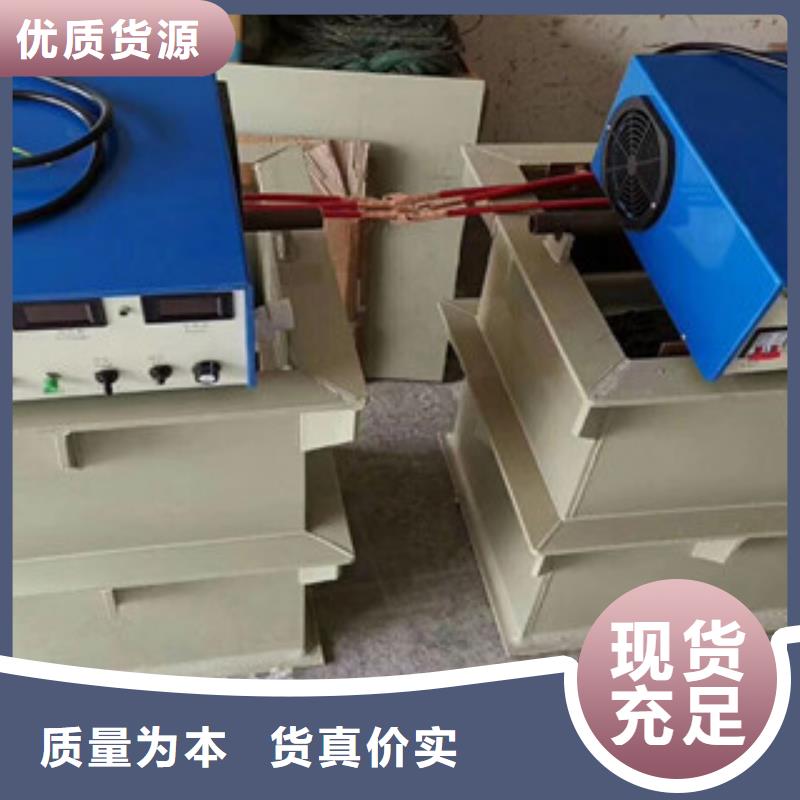
主要特點及性能電解拋光是以被拋工件為陽極,不溶性金屬為陰極,兩極同時浸入到電解槽中,通以直流電而產生有選擇性的陽極溶解,工件表面逐漸整平,從而達到工件增大表面光亮度的效果。 1、電流規格100A/200A/300A/500A/1000A/1500A/2000A/3000A/5000A/7500A,電壓12伏或者15伏。也可以根據用戶實際情況定制。 2、主機采用高頻整流,含有時間、電流、電壓、溫控、搖擺設定及數字顯示。含有過熱及短路保護裝置。 3、本設備采用流水線設計方式,非常便于實際操作,大大提高生產效率。 4、設備配置酸洗槽、電解槽、清洗槽、鈍化槽、清洗槽。 5、槽體采用防腐10mm PP材料制作,符合環保要求。 6、提供的技術服務,包括設備的調試及電解拋光技術培訓。 適用材質范圍: 1、不銹鋼(包括馬氏體、奧氏體及鐵素體) 2、鋁及其合金 3、銅及其合金 4、鋼鐵件 一般組合包括:整流機+拋光槽+陽極棒+陰極棒+陰極鉛板+兩級銅線+石英加熱器+拋光液+電解掛具(添加時間控制儀+溫控儀)。
系統主要功能包括穩流∕穩壓工作方式轉換、過壓保護、欠壓保護、缺相保護、過熱保護、過流保護等。 1 、穩流∕穩壓工作方式轉換。在穩流及穩壓工作方式下,系統精度均可達±1%。 2 、過欠壓保護。系統允許電網變化范圍為380±10%V,過欠壓保護電路自動監測網電變化情況,當網電瞬間超出允許范圍時,系統自動調節脈寬,保證設備正常運行。 3 、缺相保護。當電網故障造成設備缺相運行時,系統自動關機。 4 、過流保護。當電源工作過程中發生過流現象時,系統能有效保護設備定全。 5 、過熱保護。當發生環境極度惡化、通風系統堵塞、通風系統內部故障、散熱部件表面嚴重附著異物等情況,導致機風溫度超過設定溫度時,電源自動停止工作,同時發出報警號。 6 、冷卻方式:風冷。
齊齊哈爾富裕前海燈鼎實業有限公司從事 電解拋光液產品研發與制造多年,積累了豐富的 電解拋光液行業經驗,為客戶提供獨到的解決方案,以誠信、實力和產品質量獲得業界的認可!
掛點形成的原因:首先可以肯定掛點并不是因為電解液的原因所造成的。而是因為所需電解的工件所需消耗的電流較大,而掛具絲所能通過的電流有限,已超過掛具絲所能承受的大電流,所以導致掛具絲因通過的電流過大,而掛具絲在溫度越高電阻越大的情況下發生過熱或燒紅的現象,從而產生掛點。解決方案:1、 選擇導電性能較好的材料做掛具:一般來講,銅的導電率是鈦絲的20倍以上,所以銅掛具的導電能力比鈦掛具的導電能力要強,更不容易產生掛點。一般可以采用有彈性及硬度較好的磷銅絲做掛具。當然還要考慮掛個的使用壽命問題,鈦掛具在耐腐蝕方面明顯要優于銅絲。不同的電解液對銅的溶解能力不一,根據我的所見,有的廠家電解液可能三五天內銅絲可能就完全溶解完了。也有的一個月左右。但在燈鼎牌電解液中銅絲基本壽命可以達到3個月或更長時間再更換。所以換銅絲做掛具還是可行的。相對成本與生產效率及品質相比,還是物有所值。案例:江蘇渭西集團電解拋光不銹鋼拉籃,每個拉籃所需消耗的電流約為220A,首先采用鈦絲做為掛絲,每個拉籃上掛三個點,電壓需調節到8V才能達到所需的電流。在電解過程中,用手接觸掛鉤,明顯感覺到掛鉤發燙,電解后取出工件,在掛絲接觸的地方有明顯的燒黑掛點。而且發現鈦的掛絲出現因溫度過高,鈦絲發藍的現象。而改用相同規格的磷銅絲做為掛絲后,電壓6.5V便可以達到所需電流,在電解過程中電壓調節到10V掛鉤沒有發熱現象,電解后的工件沒有掛點。2、 適當的增加掛點:當然首先要確定在現在掛點情況下所電解后工件的掛點情況。如果在現在條件下只出現輕的掛點,通過增加掛點的方式基本是可以解決問題的。這就好比修路,現有的將電流運輸到工件上的線路只有一條或幾條,所出現有結果就是有掛點,而出現掛點的原因是因為通過掛絲的電流超負荷。所以在這種情況之下,可以多增加一個或幾個掛點,將電流分流流向同一個工件,減輕掛絲的電流負荷情況。對掛點大有改善。如果在現有條件下出現的掛點情況非常嚴重,則建議還是更換掛具材料,這種情況下增加幾個掛點幾乎是不能解決問題的,況且工人操作也很麻煩。3、 適當調低電壓:首先電解拋光前要調試確定出所電工件的低電流,意思就是必須在多少電流以上工件才能電亮。低于正常電流的操作,會導致工件一直處理溶解狀態,不出光。或是工件電解后表面會出現白霧狀的臟污,需要手工擦拭后才能除掉,這是不可選的。當然高于正常所需電流操作是可選的,電壓越高,出光速度會越快,可以減少電解時間,提高生產效率。所以工廠生產時一般都會采用偏高于正常電流來操作,以達到提高生產效率目的。但當所調節的電壓過高時,很可能就會超出掛絲的大負荷,產生掛點。在這種情況下,掛點是可以通過適當放低輸入電壓來調節的。4、 可以降低或控制電解液的溫度:電解液的導電性和掛絲的導電性在不同的溫度情況下,導電性能正好相反。溫度越高,掛絲的電阻越大,因為金屬掛具內的自由電子在溫度不斷升高的過程中振動越強,所通過的電流路線越彎曲,所能通過的電流越小。而電解液則會隨之溫度的升高,內部電離子越活躍,導電性能越強。所以當電解液溫度越高時,就會產生二種對掛點不利的因素,就是掛具的導電性會大大下降,而工件所需的電流會大大。從而從容易產生掛絲超負荷而產生掛點。這種情況下適當的降低電解液的溫度就可以解決。大部份電解液在50~100度之間都是可以工作的,所以當溫度達到80度以上或出現掛點情況時,可以適當停機幾小時,讓溫度降低。或者是在電解槽的外圍再建一個冷卻槽包圍電解槽,以流動水不斷循環來隔層控制電解池的溫度。
今年在齊齊哈爾市富裕縣購買電解拋光液 電解拋光液廠家有了新選擇,前海燈鼎實業有限公司(富裕分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的電解拋光液 電解拋光液廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:楚先生-18018712562,QQ:858787721,地址:寶安區沙井鎮。










