

以下是:PE給水管生產廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 規格 110 長度 6米 材質 HDPE 顏色 黑色 產地 河北雄縣 發貨地 全國 壓力 0.6mpa 價格 12元 厚度 4.2 PE給水管生產廠家_萬通塑膠制品有限公司(黑龍江分公司),固定電話:13832213589,移動電話:13832213589,聯系人:李經理,QQ:3098278448,昝崗鎮工業區 發貨到 黑龍江省。 黑龍江省 2022年,黑龍江省實現地區生產總值(GDP)15901.0億元,其中,產業實現增加值3609.9億元,第二產業實現增加值4648.9億元,第三產業實現增加值7642.2億元。三次產業結構為22.7:29.2:48.1。
為您精心制作的PE給水管生產廠家產品視頻已準備就緒,展示產品的各項功能和特點。請您抽出片刻時間觀看,相信一定會給您帶來意想不到的驚喜。以下是:PE給水管生產廠家的圖文介紹黑龍江PE給水管萬通塑膠制品有限公司黑龍江PE給水管的圖文介紹
優質專業公司
黑龍江萬通塑膠制品有限公司是一家專注于 PE給水管的大型企業。生產工藝嚴格按照ISO9001質量管理體系,產品質量得到可靠的保障。本公司一貫以“高質量的產品、合理的價格、良好的信譽服務”為基本原則。真誠的期待成為您忠實的朋友和合作伙伴,共創互惠雙贏的未來!
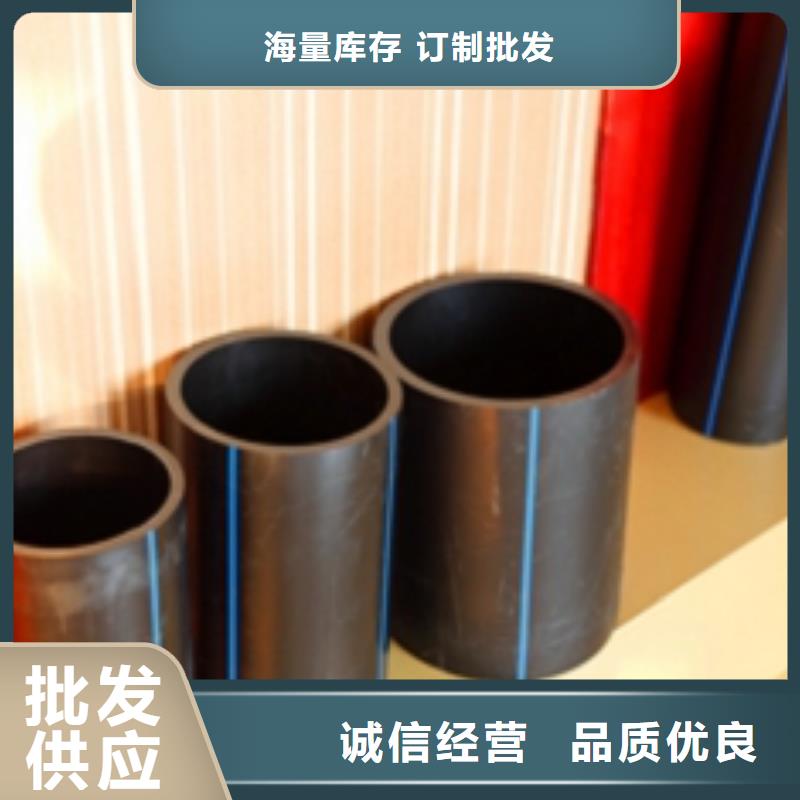
產品實拍圖PRODUCT REAL SHOT DISPLAY熱熔對接是采用熱熔對接焊機來加熱PE聚管管端(熱熔對接溫度為210+10℃),待管端熔化后,迅速將其貼合,保持一定的壓力,經冷卻達到熔接的目的。適用管徑范圍:dn≥90mm。具體方法下面的為大家介紹。1、用電動旋分別將PE聚管管材端切平整,確保兩管材面能充分吻合。
2、將需安裝連接的兩根PE管水材同時放在熱熔器夾具上(夾具可根據所要安裝的管徑大小更換夾塊),每根管材另一端用管支架托起至同一水平面。3、將電加熱板升溫至210℃,放置兩管材端面中間,操作電動液壓裝置使兩管端面同時完全與電熱板加熱。
4、抽掉加熱板,再次操作液壓裝置,使己熔融的兩管材端面充分對接并鎖定液壓裝置(防止反彈)。5、保持一定冷卻時間松開,操作完畢。6、施工完畢,須經試壓驗收合格后,方可埋土投入使用。以上內容就是今天要介紹的知識,PE聚管在實際操作中有好幾種對接方式,我們在實際操作中要按照相應步驟來進行。
我們對PE管材的焊接步驟一般是:檢查管材并清理管端→緊固管材→銑銑削管端→檢查管端錯位和間隙→加熱管材并觀察卷邊高度→管材熔接并冷卻至規定時間→取出管材。但這些都是要在滿足焊接溫度前提下完成,下面為大家詳細介紹。
焊接工藝流程如下:在焊接過程中,操作人員應參照焊接工藝卡各項參數進行操作,而且在必要時,應根據天氣、環境溫度等變化對其進行適當:1、核對欲焊接管材規格、壓力等級是否正確,檢查其表面是否有磕、碰、劃傷,如傷痕深度超過管材壁厚的10%,應進行局部切除后方可使用。
焊接PE管材熱熔機的合適溫度:設定加熱板溫度200~230℃。2、用軟紙或布蘸酒精兩管端的油污或異物。3、將欲焊接的管材置于機架卡瓦內,使兩端伸出的長度相當(在不影響銑削和加熱的情況下盡可能短,宜保持20~30mm),管材機架以外的部分用支撐物托起,使管材軸線與機架中心線處于同一高度,然后用卡瓦緊固好。
4、置入銑,先打開銑電源開關,然后再管材兩端,并加以適當的壓力,直到兩端有連續的切屑出現后(切屑厚度為0.5~10mm,通過調節銑片的高度可調節切屑厚度),撤掉壓力,略等片刻,再退開活動架,關閉銑電源。5、取出銑,兩管端,檢查兩端對齊情況(管材兩端的錯位量不能超過壁厚的10%,通過管材直線度和松緊卡瓦予以改善。
6、加熱板溫度達到設定值后,放入機架,施加規定的壓力,直到兩邊卷邊達到規定高度時,壓力減小到規定值(管端兩面與加熱板之間剛好保持,進行吸熱),時間達到后,松開活動架,迅速取出加熱板,然后兩管端,其切換時間盡量縮短,冷卻到規定時間后,卸壓,松開卡瓦,取出連接完成的管材。
在黑龍江省采買PE給水管生產廠家到萬通塑膠制品有限公司(黑龍江分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-13832213589,QQ:3098278448,地址:《昝崗鎮工業區》。












