
以下是:新鋼NM500廠家直供的產品參數
材質 NM500耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 在云南省紅河市采買新鋼NM500廠家直供到龍澤鋼材有限公司(紅河分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:王經理-13676381400,QQ:2927897188,地址:《匯通國際金屬物流園A區304室》。 云南省,紅河哈尼族彝族自治州 紅河哈尼族彝族自治州,首府駐蒙自市,是云南的16個地級行政區之一,地處云南省東南部,北連昆明、曲靖,東接文山,西鄰玉溪、普洱,南與越南社會主義共和國接壤,北回歸線橫貫東西。紅河州轄區面積32931平方公里。截至2022年末,紅河哈尼族彝族自治州常住人口440.5萬人。截至2023年6月,紅河哈尼族彝族自治州轄4個市、6個縣、3個自治縣。
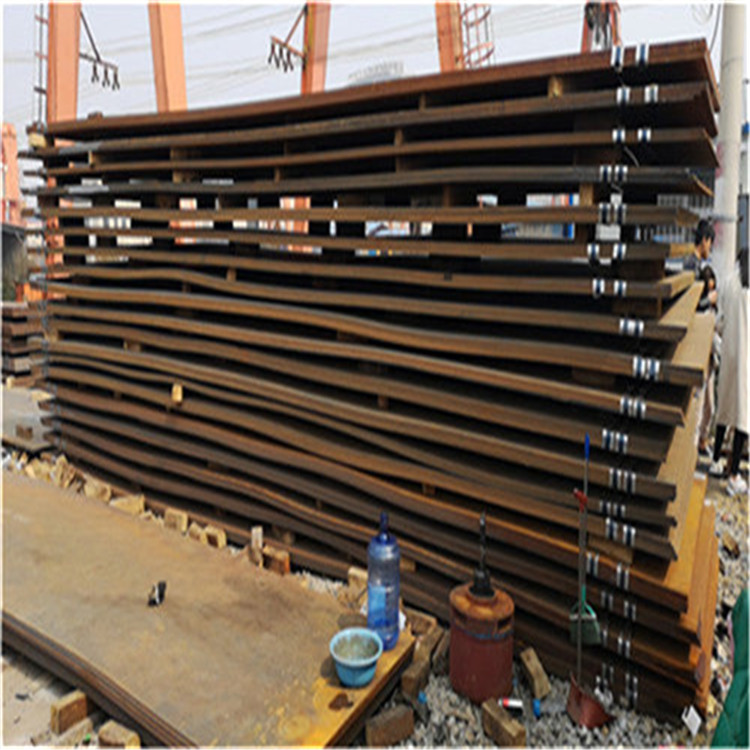
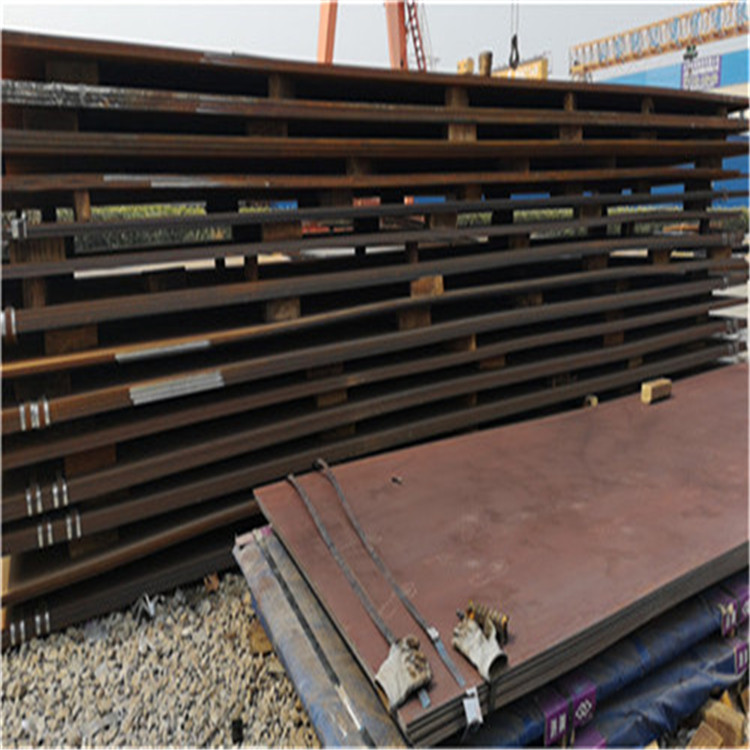
無論您是初次接觸還是已經熟悉,我們的新鋼NM500廠家直供產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。以下是:新鋼NM500廠家直供的圖文介紹
美國首先開始采用熱軋工藝潤滑劑作為熱軋時軋輥的潤滑和冷卻介質,并已進人工業化實用階段,取得良好的經濟效益。鑫州復合耐磨板熱軋工藝潤滑開始是在型、棒材軋機章捧線材蓮軋上,為解決孔型角部磨損而提出的。 隨著軋鋼生產向高速化、連續化發展,軋輥的使用周期明顯縮短。由于換輥增多,了作業時間,因此以軋輥磨損為主要出發點的熱軋工藝潤滑的研究和應用引起了業內人士的極大重視。經過幾十年的探索和研究,是解決了油水混合物代替油的方法以后。 復合耐磨板熱軋工藝潤滑得到廣泛的應用和發展。上世紀80年代,熱軋工藝潤滑已被許多工業所采用。綜合大量生產實踐確認,復合耐磨板熱軋工藝潤滑具有以下明顯的效果:軋輥磨損40%~60%,換輥,作業率,延長軋輥的使用壽命,增加兩次重磨之間的軋出量,使相應的軋輥磨削、軋輥消耗大大。 降低軋制力10%~20%,軋制功率的消耗,從而可強化軋制過程,滿足低溫軋制、控制軋制的需要。改進產品質量和板形,促進異型復雜斷面產品的形成。改變了軋件表面氧化鐵皮的數量、結構和性能,加快了酸洗速度,降低了酸洗消耗和金屬消耗。
盡量降低稀釋率是制定堆焊工藝的重要出發點:稀釋率是表示堆焊焊縫中,含有母材金屬的百分率,例如稀釋率10%,表示堆焊合金中含有母材金屬10%,含有堆焊合金90%。堆焊層一般含有較多的合金元素,而零件的基體往往采用普通碳鋼或低合金鋼。 為了具有理想使用性能的表面堆焊層成分,必須盡量母材在堆焊金屬中的熔入量,即降低稀釋率。耐磨襯板的堆焊生產率:堆焊零部件往往數量很大,堆焊層合金所需要的堆敷金屬量大,應選用和研制生產率較高的堆焊方法和堆焊工藝。 堆焊合金與基體金屬之間的匹配:堆焊層與母材成分往往相差較為懸殊。為防止堆焊時或焊后熱處理以及零件使用過程中,堆焊接頭產生過大的熱應力和組織應力,往往要求堆焊合金和基體金屬有相近的線系數和相變溫度等熱物理性能。 在焊接復合耐磨板時,由于電壓下降鋼板會得不到充分的焊接電流,或者焊接復合耐磨板時電流時高時低,給焊接工作造成困難,鋼板焊接時電壓下降的原因和防止方法主要有:焊接變壓器的功率。長期使用的焊機功率會降低,施焊時容易產生電壓下降或電壓變動,其功率介意在一次側繞組并列適量的電容器或者更換新的變壓器。
云南紅河龍澤鋼材有限公司從事 耐磨板十年有余,產品優質好價,贏得大量客戶長期信賴。公司始終堅持“以科技求進步、以質量求生存、以管理求效益、以誠信求市場”的經營宗旨。不僅嚴控產品質量和售前售后服務,同時也加強自身科技研發,為客戶提供更專業的服務。持續為客戶需求努力創新,實現客戶發展價值z u i大化。
材質:碳化鉻耐磨板材質的化學缺陷和表面物理缺陷有利于與腐蝕介質形成原電池而產生電化學腐蝕。鈍化:酸洗鈍化效果不好造成碳化鉻耐磨板的表面鈍化膜不均勻或較薄,易于形成電化學腐蝕。清洗:存留的酸洗鈍化殘液與耐磨板發生化學腐蝕的生成物與碳化鉻耐磨板件形成電化學腐蝕。 應力集中易于造成應力腐蝕總之,碳化鉻耐磨板由于其特殊的金相組織和表面鈍化膜,使得它在一般情況下較難與介質發生化學反應而被腐蝕,但并不是在任何條件下都不能被腐蝕。在腐蝕介質和誘因存在的條件下,碳化鉻耐磨板也能與腐蝕介質發生的化學和電化學反應被腐蝕,而且在一定條件下的腐蝕速度相當快而產生銹蝕現象,尤其是點蝕和縫隙腐蝕。 碳化鉻耐磨板件的腐蝕機理主要為電化學腐蝕。因此,在碳化鉻耐磨板產品在加工作業過程中應,盡量避免銹蝕條件和誘因的產生。實際上,許多銹蝕條件和誘因對于產品的外觀質量也有顯著的不利的影響,也應該和必須加以克服。 復合耐磨板加熱過程中裂紋產生原因及控制措施:外觀特征1)加熱過程。在加熱過程中出現的發紋、細紋在鋼錠、復合耐磨板板坯表面呈現深淺不一且分散分布。金相組織表明,裂紋兩側脫碳嚴重,形成白色的鐵素體條帶。2)軋制過程。
鋼板的預熱溫度為150~280℃。耐磨襯板堆焊后,要求表面平整,焊縫表面凹凸在焊縫任意25mm長度范圍內,焊縫表面高低差5mm,并且應無缺陷。鋼板焊后保溫緩冷至室溫,不能將鋼板置于風口上冷卻。鋼板焊后緩冷到45℃以下,裝入加熱爐中進行回火處理,具體工藝是:升溫至500℃,升溫、降溫速度45℃/h,保溫5h后隨爐冷卻至150℃時出爐,緩冷到室溫后檢查硬度。 熔池溫度,直接影響到耐磨襯板的焊接質量,熔池溫度高、熔池較大、鐵水流動性好,易于熔合,但過高時,鐵水易下淌,單面焊雙面成形的背面易燒穿,形成焊瘤,成形也難控制,且接頭塑性下降,彎曲易開裂。熔池溫度低時,熔池較小,鐵水較暗,流動性差,易產生未焊透,未熔合,夾渣等缺陷。 一般焊接雙金屬耐磨板的方法有四種,分別是氣焊、手工碳弧焊、手工電弧焊和手工氬弧焊等方法,大型結構也可采用自動焊。氣焊焊接:常用的是對接接頭,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種鋼板,一種是含有脫氧元素的鋼板,如鋼板27272;另一種是耐磨板和母材的切鋼板,采用氣劑371作助熔劑。 氣焊時應采用中性焰。手工碳弧焊:將工件水道端部加工坡口,把圓孔的周邊用銑訂加工成單邊V型坡口角度45左右,坡口深5至0mm。7個圓堵頭的材質要求與工件相同,厚度5毫米,坡口若懸河形狀尺寸與雙金屬耐磨板相同,要求圓堵的機加工精度與水道緊密配合。
聯系人:王經理,電話:13676381400,龍澤鋼材有限公司(紅河分公司)在云南省紅河市本地專業從事新鋼NM500廠家直供,云南省紅河市各個縣市以及周邊城市均可提供送貨上門服務!












