
以下是:阿壩市紅原縣焊接平臺設備生產廠家的產品參數
范圍 焊接平臺設備供應范圍覆蓋四川省 阿壩市 汶川縣、理縣、茂縣、松潘縣、九寨溝縣、金川縣、小金縣、黑水縣、馬爾康市、壤塘縣、若爾蓋縣、紅原縣等區域。 【偉業】為客戶提供多樣化產品,包括金川焊接平臺精致工藝、小金焊接平臺現貨滿足大量采購、黑水焊接平臺從廠家買售后有保障、壤塘焊接平臺廠家擁有先進的設備等,適配多元場景需求。焊接平臺設備生產廠家,偉業五金機械廠(紅原縣分公司)為您提供焊接平臺設備生產廠家的資訊,聯系人:李經理,發貨地:工業開發區。 四川省,阿壩藏族羌族自治州,紅原縣 紅原縣下轄6鎮4鄉,總面積為8400平方公里。2019年,紅原縣總戶數為14444戶,根據第七次人口普查數據,截至2020年11月1日零時,紅原縣常住人口為46644人。
圖文介紹雖好,但視頻更能展現焊接平臺設備生產廠家產品的全貌。我們為您準備了詳細的產品視頻,點擊觀看,讓產品介紹更加生動直觀。以下是:阿壩紅原焊接平臺設備生產廠家的圖文介紹
阿壩紅原偉業五金機械廠結合 焊接平臺產品的特點,確立了立足阿壩紅原,輻射全國的營銷策略,幾年來公司憑借優良的品質,穩定的性能,合理的價格,完善的服務,誠信的行為,鑄就了自己的品牌, 焊接平臺產品暢銷全國20個省市自治區,并在全國各主要城市設有區域銷售部,形成了健全的營銷網絡。秉承、理性、持續發展的戰略思想,堅持求實進取,團結奉獻的創業精神。
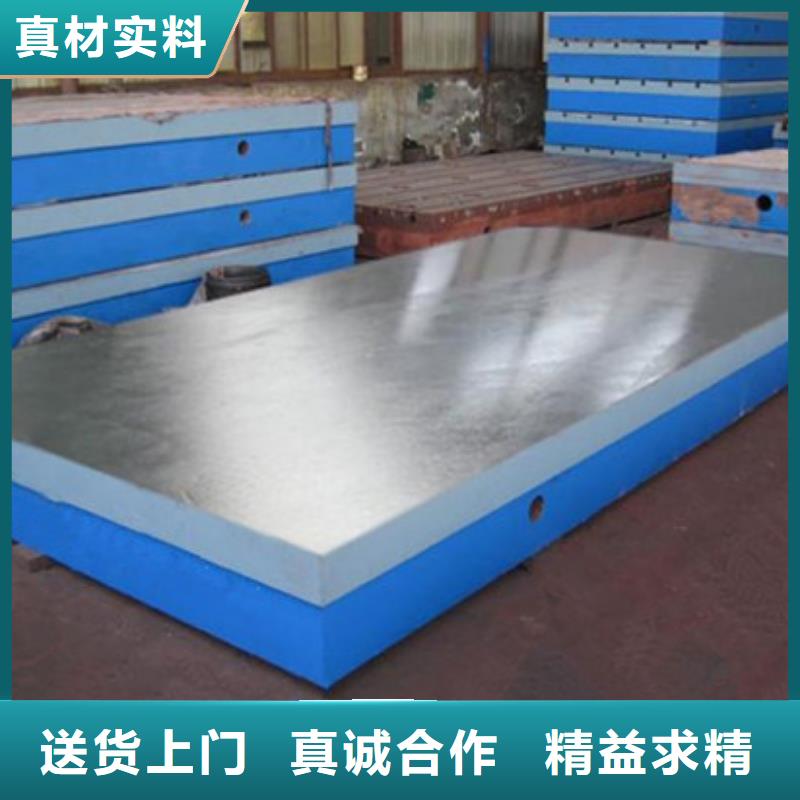
材質高強度鑄鐵HT200-300工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品 的精度穩定,耐磨性能好。 鉚焊平板材質為高強度鑄鐵HT200-300,工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品 的精度穩定,耐磨性能好。
鉚焊平板應經過兩次人工實效(退火處理)或者自然時效2-3年,以減少鑄件的內應力,提高鉚焊平板工作表面的硬度和耐磨性。使得鉚焊平板的精度穩定,耐磨性能好。
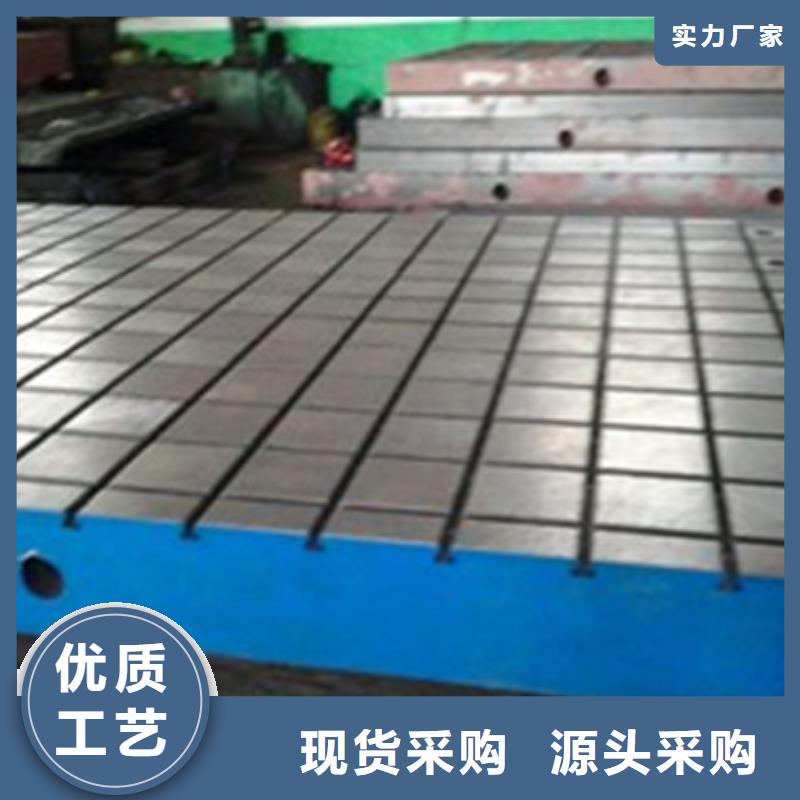
一個合格的鉚焊平板,一定要嚴格的經過各個環節,每一個環節的細小差別,終都影響著產品的質量。我們公司專業制造各種鑄鐵平板,鑄鐵平臺,劃線平臺,劃線平板等量具,細心做好每一個細節,精心做好每一個產品。 T型槽平臺按GB4986-85標準制造。
T型槽平板又稱T型槽工作臺,T型槽平板是工業量具的一種,主要用來固定工件,是鉗工工人用來調試設備,裝配設備,維修設備的基礎工作平臺。 鉚焊平板工作表面不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各種鑄造表面應型砂、且表面平整,涂漆牢固。各棱邊應修鈍。
鑄鐵平臺在精度等級低于”00″級的平臺工作面上,對于直徑小于15mm的砂孔允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于80mm。
鉚焊平板是用于鉚焊工藝的基礎平板,工作面上有孔和T型槽,孔主要用來清理鉚焊時的一些鐵渣和焊接廢棄物,T型槽主要是用來固定焊接件。
合理的工藝:操作者要嚴格按工藝過程進行操作,歷求鑄件結構使模樣制造簡單方便,使分型面數目少,具有拔模斜度,砂芯數量要少,有合理的壁厚,連接處要有過渡。選擇合理的澆注系統,使鑄件順序凝固,以得到組織均勻的鑄件。
合箱:合箱是一個不可忽視的重要環節,鑄型表面的浮砂要清理干凈,按印記對合,注意錯箱量,是減少鑄件偏箱的重要手段。
下芯:下芯時要平穩,清理浮砂。砂芯的位置要放置好以防偏芯的產生。 烘干:對于干模造型烘干工藝,要按操作規程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。
檢驗平臺鑄造澆注過程的控制,通過以上環節的準備,就可進行澆注。
澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。 檢驗鑄鐵平板鑄造清理過程的控制,清理過程是鑄件冷卻后從鑄型中清理鑄件,以獲得表面無缺陷的鑄件。
焊接平臺設備生產廠家,偉業五金機械廠(紅原縣分公司)專業從事焊接平臺設備生產廠家,聯系人:李經理,電話:【13603175737】、【13603175737】,發貨地:工業開發區,以下是焊接平臺設備生產廠家的詳細頁面。







