
以下是:焊接平臺公司有現貨的產品參數焊接平臺公司有現貨,偉業五金機械廠(紅原縣分公司)為您提供焊接平臺公司有現貨的資訊,聯系人:李經理,電話:【13603175737】、【13603175737】,發貨地:工業開發區。 四川省,阿壩藏族羌族自治州,紅原縣 紅原縣為四川省阿壩藏族羌族自治州下轄縣。1960年,周恩來總理為紅原縣命名,意為紅軍長征走過的大草原。
簡約設計,不簡單內涵。觀看我們的焊接平臺公司有現貨產品視頻,用少的話語傳達真實的產品價值。以下是:焊接平臺公司有現貨的圖文介紹
阿壩紅原偉業五金機械廠是精于 焊接平臺系列產品的應用研究和開發,致力于廣大客戶提供專業化和個性化服務的公司。我們專業生產 焊接平臺等。公司主營產品 焊接平臺。阿壩紅原偉業五金機械廠誠始終堅持以“品質是企業的生命”這一理念永續經營,本著“質量至上誠信經營”的經營理念及“用心服務感動客戶”的銷售理念去贏得客戶贏得市場,持續不斷為廣大客戶提供z u i的 焊接平臺解決方案,勤勞和真誠的我們愿與您攜手共進,共贏未來!
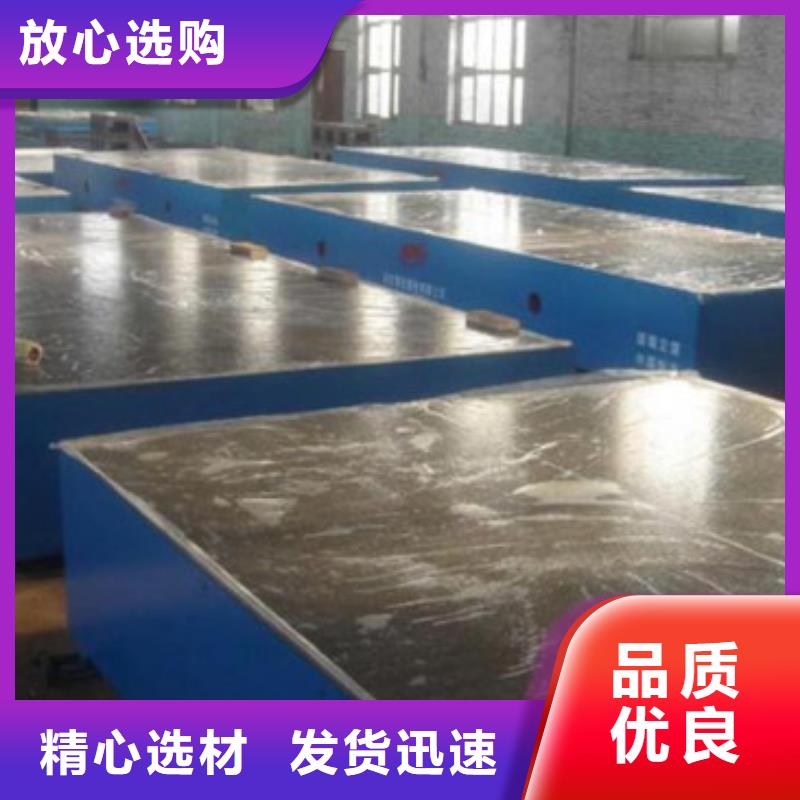
平臺用于工件組裝,焊接。把工件固定在工裝平臺上可以更好的組裝,焊接工件。平臺一般選用HT200鑄鐵。此材質強度高耐磨性好。鉗工平板(鉗工平臺)是鉗工工作的基礎平臺,鉗工可以在上面進行各種動力試驗、設備調試等工作,平臺表面帶有T型槽,可以用來固定實驗設備。
鑄鐵平臺在精度等級低于”00″級的平臺工作面上,對于直徑小于15mm的砂孔允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于80mm。鑄鐵平臺使用磨損后,可以重新修刮恢復其精度。
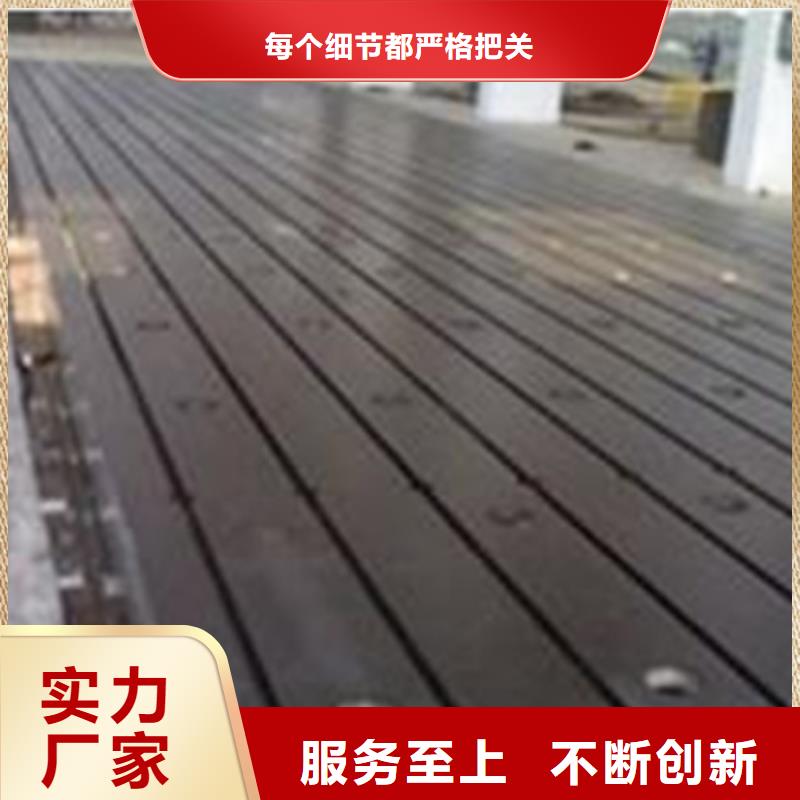
鑄鐵平臺規格(mm) :100×100、200×100、200×200、300×200、300×300、400×300、400×400、500×400、600×400、600×500、800×400、800×600、900×600、1000×750、 1000×1000、1200×1000、1500×1000、2000×1000、2000×1500、2000×2000、3000×1000、3000×1500、3000×2000、4000×2000、4000×3000、6000×3000。 鑄鐵平臺是用于工件檢測或劃線的平面基準器具。
鑄鐵平臺安裝應調至水平、負荷均分布于各支點上,環境溫度使用時應避免振動。鑄鐵平臺按GB/4986-85標準制造,產品制成筋板式和箱體式,工作面有長方形,材料HT200,工作面采用刮研工藝,工作面上可加工V型、T型、U型槽和圓孔、長孔等。
1)落砂:鑄件必須經過充分冷卻才能扒出鑄型,一般要求不小于3h。如果時間過短,會發生表面激冷而使硬度較高造成切削困難。鑄件較大時可能會產生熱裂、鑄件內應力較大,易造成變形而影響鑄件外形尺寸。
2)清砂:要獲得表面光潔度好的鑄件,小活件可以通過清理滾筒去除表面的砂子。大活件進行拋丸處理去除表面的砂子。非加工表面的粘砂必須清理干凈,以防止在裝入成品內運動時脫落后進入軸承室內,對軸承的使用造成不良影響。
3)時效處理:一般的鑄件都要進行時效處理,以減小鑄件內應力獲得良好的性能。 4)檢驗過程的控制:通過檢驗,反饋鑄件的缺陷,查找并分析原因,及時采取措施,以減少鑄件缺陷的產生。 通過以上環節控制,使鑄件成為合格產品,要求每個過程相互配合,相互協調,只有注重細節才能較好的控制和提高每個過程的質量,才能保證鑄件的質量。灰鐵鑄件在鑄造生產中,鑄造工藝設計是必要環節,鑄造工藝模擬軟件設計工藝,對于品種多、新產品多的中小鑄造企業,工藝設計工作量非常巨大,對于大型鑄件來說,工藝設計更顯得至關重要。采用CAD軟件設計工藝,一方面可以大大節省設計時間,贏得工期,另一方面也可以設計多種方案加強對比,優選出更適合的工藝方案,避免不必要的損失。
隨著鑄造生產對質量的要求日益嚴格,鑄件生產節奏不斷加快,傳統的手工設計方式已經越來越不適應現代化生產的要求。隨著計算機技術的飛速發展,其價格已經不再是阻礙企業購買計算機的攔路虎,計算機已經進入企業的每一間辦公室。鑄造工藝設計CAD技術適應工藝設計節奏加快的形勢,為廣大鑄造企業開辟了一條新的快速設計的新途徑,并且該軟件售價低廉,區區幾萬元的投入可換來整個企業工藝設計的一場革命性變革,將為我國的鑄造企業帶來巨大的收益。
今年在阿壩市紅原縣購買焊接平臺公司有現貨有了新選擇,偉業五金機械廠(紅原縣分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的焊接平臺公司有現貨產品。如需購買或咨詢,請隨時聯系我們,聯系人:李經理-【13603175737】,地址:工業開發區。







