

以下是:厚壁精密鋼管|品質好的厚壁精密鋼管廠家的產品參數厚壁精密鋼管|品質好的厚壁精密鋼管廠家,佳諾金屬制品有限公司(紅原分公司)為您提供厚壁精密鋼管|品質好的厚壁精密鋼管廠家,聯系人:周經理,電話:15966286126、15966286126,QQ:276817318,請聯系佳諾金屬制品有限公司(紅原分公司),發貨地:匯通金屬物流園。 四川省,阿壩藏族羌族自治州,紅原縣 紅原縣下轄6鎮4鄉,總面積為8400平方公里。2019年,紅原縣總戶數為14444戶,根據第七次人口普查數據,截至2020年11月1日零時,紅原縣常住人口為46644人。
無需長篇大論,觀看厚壁精密鋼管|品質好的厚壁精密鋼管廠家視頻,讓你瞬間愛上我們的產品。以下是:厚壁精密鋼管|品質好的厚壁精密鋼管廠家的圖文介紹阿壩紅原佳諾金屬制品有限公司,現貨優質低價是我們的承諾!!時間與信譽是我們的宗旨!!!公司熱誠歡迎各界顧客前來參觀指導,看貨,常年主營 精密無縫鋼管種類規格齊全.歡迎參觀指導,看貨訂貨!客戶di yi、信譽至上是我們的服務的宗旨,您的滿意是我們z u i大的欣慰!
因為精密鋼管的變形部分產生硬化,將使變形向未變形或變形較少的部分繼續發展。第三,冷變形強化可以提高構件在使用過程中的性,構件一旦超載,產生塑性變形,由于強化作用,可防止構件突然斷裂。但是,冷變形強化也給無錫精密鋼管的繼續變形帶來困難,甚至出現裂紋。因此,在無錫精密鋼管變形和加工過程中常進行"中間退火",以它的不利影響。
折疊編輯本段什么是熱軋管熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
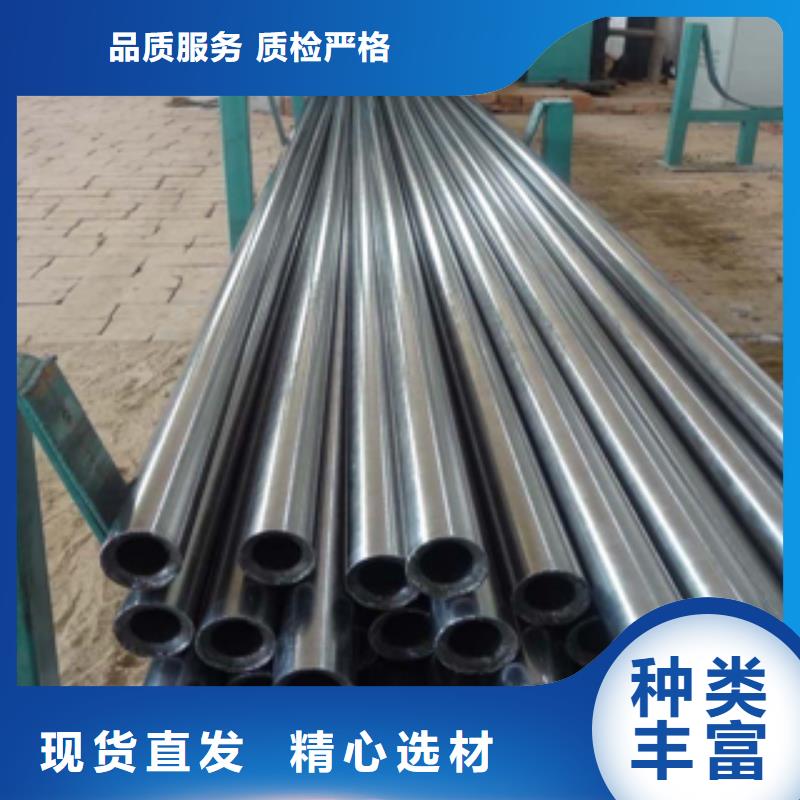
20#精密鋼管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于20#精密鋼管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。精密鋼管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。用途汽車、機械配件等對鋼管的精度、光潔度有很高要求的機械。當前的20#精密鋼管用戶不僅僅是對精度、光潔度要求比較高的用戶了,因精密光亮管精度高,公差能保持在2--8絲,所以很多機械加工用戶為了節省工、料、時的損耗,將無縫鋼管或者圓鋼正慢慢的轉變為精密光亮管。20#精密鋼管內外壁無氧化層、承受高壓、無泄漏、高精密、高光潔度、冷彎不變形、擴口、壓扁無裂縫、表面防銹處理,廣泛用于液壓系統用精密鋼管、注塑機用精密鋼管、液壓機用精密鋼管、船舶制造用鋼管、EVA發泡油壓機械、精密油壓裁斷機用無縫鋼管、制鞋機械、液壓設備、高壓油管、液壓油管、卡套接頭、鋼管接頭、橡膠機械、鍛壓機械、壓鑄機械、工程機械、混泥土泵車用高壓鋼管、環衛車用、汽車行業、造船工業、金屬加工、軍工、柴油機、內燃機、空壓機、建筑機械、農林機械等 ,完全可以替代同標準的進口20#精密鋼管GB3639/T 20#精密鋼管.
執行標準1、結構用無縫鋼管:GB8162-2008 2、輸送流體用地縫鋼管:GB8163-20083、鍋爐用無縫鋼管:GB3087-2008 4、鍋爐用高壓無縫管:GB5310-2008(ST45.8-Ⅲ型) 5、化肥設備用高壓無縫鋼管:GB6479-1999 6、地質鉆探用無縫鋼管:YB235-70 7、石油鉆探用無縫鋼管:YB528-65 8、石油裂化用無縫鋼管:GB9948-88 9、石油鉆鋌專用無縫管:YB691-70 10、汽車半軸用無縫鋼管:GB3088-1999 11、船舶用無縫鋼管:GB5312-1999 12、冷拔冷軋精密無縫鋼管:GB3639-1999 13、各種合金管16Mn、27SiMn、15CrMo、35CrMo、12CrMov、20G、40Cr,12Cr1MoV,15CrMo另外,還有GB/T17396-1998(液壓支柱用熱軋無縫鋼管)、GB3093-1986(柴油機用高壓無縫鋼管)、GB/T3639-1983(冷拔或冷軋精密無縫鋼管)、GB/T3094-1986(冷拔無縫鋼管異形鋼管)、GB/T8713-1988(液壓和氣動筒用精密內徑無縫鋼管)、GB13296-1991(鍋爐、熱交換器用不銹鋼無縫鋼管)、GB/T14975-1994(結構用不銹鋼無縫鋼管)、GB/T14976-1994(流體輸送用不銹鋼無縫鋼管)GB/T5035-1993(汽車半軸套管用無縫鋼管)、API SPEC5CT-1999(套管和油管規范)等。
折疊編輯本段顯組織它的弱點是淬透性低,截面尺寸大和要求比較高的工件不宜采用。45#精密鋼管淬火溫度在A3+(30~50)℃,在實際操作中,一般是取上限的。偏高的淬火溫度可以使工件加熱速度加快,表面氧化減少,且能提高工效。為使工件的奧氏體均勻化,就需要足夠的保溫時間。如果實際裝爐量大,就需適當延長保溫時間。不然,可能會出現因加熱不均勻造成硬度不足的現象。但保溫時間過長,也會也出現晶粒粗大,氧化脫碳嚴重的弊病,影響淬火質量。我們認為,如裝爐量大于工藝文件的規定,加熱保溫時間需延長1/5。
因為45#精密鋼管淬透性低,故應采用冷卻速度大的10%鹽水溶液。工件入水后,應該淬透,但不是冷透,如果45#精密鋼管在鹽水中冷透,就有可能使工件開裂,這是因為當工件冷卻到180℃左右時,奧氏體迅速轉變為馬氏體造成過大的組織應力所致。因此,當淬火工件快冷到該溫度區域,就應采取緩冷的方法。由于出水溫度難以掌握,須憑經驗操作,當水中的工件抖動停止,即可出水空冷(如能油冷更好)。另外,工件入水宜動不宜靜,應按照工件的幾何形狀,作規則運動。靜止的冷卻介質加上靜止的工件,導致硬度不均勻,應力不均勻而使工件變形大,甚至開裂。45#精密鋼管調質件淬火后的硬度應該達到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就說明工件未得到完全淬火,組織中可能出現索氏體甚至鐵素體組織,這種組織通過回火,仍然保留在基體中,達不到調質的目的。45#精密鋼管淬火后的高溫回火,加熱溫度通常為560~600℃,硬度要求為HRC22~34。因為調質的目的是得到綜合機械性能,所以硬度范圍比較寬。但圖紙有硬度要求的,就要按圖紙要求調整回火溫度,以保證硬度。如有些軸類零件要求強度高,硬度要求就高;而有些齒輪、帶鍵槽的軸類零件,因調質后還要進行銑、插加工,硬度要求就低些。關于回火保溫時間,視硬度要求和工件大小而定,我們認為,回火后的硬度取決于回火溫度,與回火時間關系不大,但必須回透,一般工件回火保溫時間總在一小時以上。
厚壁精密鋼管|品質好的厚壁精密鋼管廠家,佳諾金屬制品有限公司(紅原分公司)為您提供厚壁精密鋼管|品質好的厚壁精密鋼管廠家的資訊,聯系人:周經理,電話:15966286126、15966286126,QQ:276817318,發貨地:匯通金屬物流園。








