
以下是:異型管_異型無縫管_冷拔異型管廠家支持定制的產品參數異型管_異型無縫管_冷拔異型管廠家支持定制,遠亞商貿(花山區分公司)專業從事異型管_異型無縫管_冷拔異型管廠家支持定制,聯系人:張宇,電話:【15275688966】、【15275688966】,發貨地:開發區武夷山路,以下是異型管_異型無縫管_冷拔異型管廠家支持定制的詳細頁面。 安徽省,馬鞍山市,花山區 花山區,隸屬于安徽省馬鞍山市,位于馬鞍山市東部,南京都市圈核心圈層,介于北緯31°40′20″—31°46′49″,東經118°24′48″—118°40′45″之間,東、北兩面毗鄰南京市,西臨長江,南連雨山區,全區總面積179平方千米。截至2020年11月1日零時,花山區常住人口為450983人。截至2023年2月,花山區下轄9個街道、1個鎮,另設有1個開發區,區政府駐霍里街道金溪路456號(匯金大廈)。
為了讓您更地了解我們的異型管_異型無縫管_冷拔異型管廠家支持定制,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。以下是:異型管_異型無縫管_冷拔異型管廠家支持定制的圖文介紹
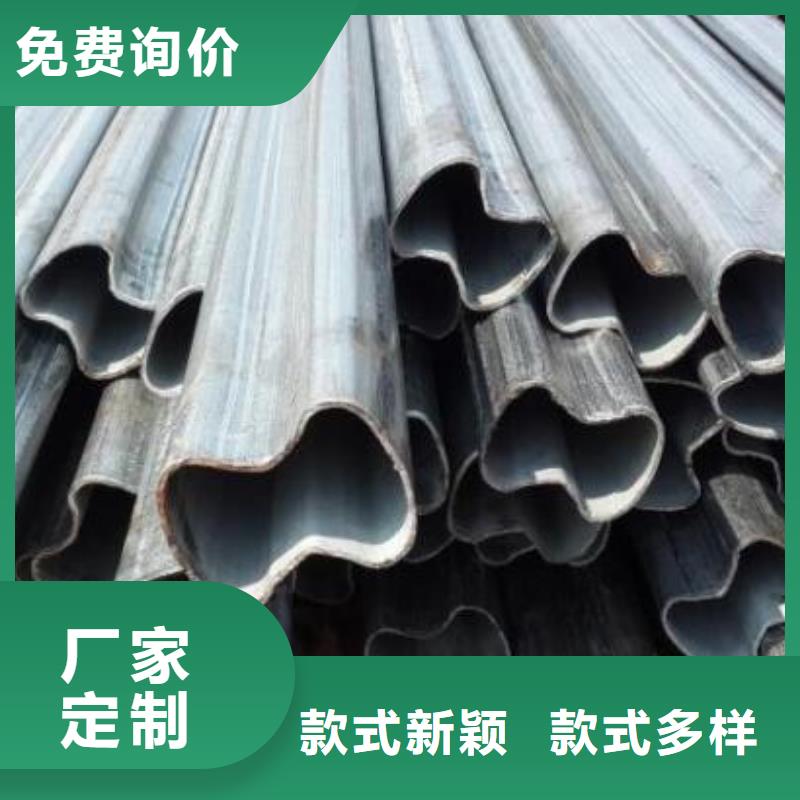
異型管性能分類
異型管有很多的類型,以下選出了五條做為參考,分別寫出了各類詳細數據。
1.異型鋼管的性能指數分析-塑性
塑性是指金屬材料在載荷作用下,產生塑性變形(變形)而不破壞的能力。
2. 異型鋼管的性能指數分析-硬度
硬度是衡量金屬材料軟硬程度的指針。目前生產中測定硬度方法常用的是壓入硬度法,它是用一定幾何形狀的壓頭在一定載荷下壓入被測試的金屬材料表面,根據被壓入程度來測定
其硬度值。
3. 異型鋼管的性能指數分析-疲勞
前面所討論的強度、塑性、硬度都是金屬在靜載荷作用下的機械性能指針。實際上,許多機器零件都是在循環載荷下工作的,在這種條件下零件會產生疲勞。
4. 異型鋼管的性能指數分析-沖擊韌性
以很大速度作用于機件上的載荷稱為沖擊載荷,金屬在沖擊載荷作用下抵抗破壞的能力叫做沖擊韌性。
5. 異型鋼管的性能指數分析-強度
強度是指金屬材料在靜荷作用下抵抗破壞(過量塑性變形或斷裂)的性能。由于載荷的作用方式有拉伸、壓縮、彎曲、剪切等形式,所以強度也分為抗拉強度、抗壓強度、抗彎強度、抗
剪強度等。各種強度間常有一定的聯系,使用中一般較多以抗拉強度作為基本的強度指針。
馬鞍山花山遠亞商貿有限公司是專業研發 無縫管。本公司座落于開發區武夷山路,竭誠為五湖四海的朋友提供優質的服務,用貨真價實的優質產品和積j i負責的服務,以及商業道德文明鑄就品牌建設之路。
公司堅持科技創新,追求的質量方針,狠抓品牌建設,精細選材,禁止為了迎合低價位競爭而偷工減料,更禁止一味追求利潤而欺騙消費者,產品生產流程嚴格把關,憑借先進的現代化生產設備,不斷提高生產工藝水平。
公司擁有一支專業的隊伍,形成了一支有知識、有活力朝氣蓬勃的團隊。自成立以來,公司團隊不斷的努力,誠信、負責、積j i、創新,塑造了良好的品牌信譽和客戶的好評。
在這個合金異型管非常常見的工藝檢測方法有以下幾種:
(一)反復彎曲試驗:將試樣一端夾緊。在規定半徑的圓柱形表面上進行90度的重復反向彎曲,檢驗金屬的耐反復彎曲能力并顯示其缺陷的試驗;(二)頂鍛試驗:對規定尺寸的試樣
進行錘擊或鍛打。檢驗異型管在室溫或熱狀態下承受頂鍛塑性變形的能力并顯示其缺陷的試驗
。在室溫下進行的頂鍛試驗稱室溫頂鍛試驗,亦稱冷頂鍛試驗。在熱狀態下進行的頂鍛試驗稱
熱頂鍛試驗;(三) 管卷邊試驗:將規定形狀的頂心壓入金屬管一端,使管壁均勻卷至規定
尺寸,檢驗管壁承受外卷塑性變形的能力并顯示其缺陷的試驗;(四)管液壓試驗:用水或規
定液體充滿金屬管,在一定時間內承受規定壓力,檢驗異型管質量及強度并顯示其缺陷的試驗
;(五)淬透性:指鋼奧氏體化后接受淬火的能力,或奧氏體向馬氏體轉變的傾向,常用淬硬
層的深度來說明。淬硬層的深度是指表面至半馬氏體層的距離。對合金結構鋼,檢驗淬透性的
方法主要是標準規定的結構鋼末端淬火試驗方法;(六)切削加工性:異型管材料用切削
工具加工時所表現出來的性能。在切削或磨削時,容易達到較高的表面加工精度,而且工具不
易損耗,切屑容易脫落,切削力較小等,都表示該金屬材料的切削加工性好;(七)彎曲試驗
:用規定尺寸彎心將試樣彎曲至規定程度,檢驗金屬承受彎曲塑性變形的能力并顯示其缺陷的
試驗。一般應規定彎心直徑尺寸和彎曲角度及對彎曲處表面的要求;(八)管彎曲試驗:在帶
槽彎心上將試樣彎曲至規定程度,檢驗異型管承受彎曲塑性變形的能力并顯示其缺陷的試驗;
(九)管壓扁試驗:將金屬管壓扁至規定尺寸,檢驗其塑性變形能力并顯示其缺陷的試驗;(
十)管擴口試驗:將規定錐度的頂心壓入金屬管一端,使直徑均勻地擴張至規定尺寸,檢驗異
型管徑向擴張塑性變形的能力并顯示其缺陷的試驗;
如何有效的控制異型管中的疤痕?
可能很多人都不知道,異型管內也會出現疤痕,那么,這些疤痕是什么?這些疤痕就是
一個個像黃豆粒大小不一的坑坑洼洼的小坑,里面會出現灰褐色或灰黑色的異物,那么,我們
應該如何來有效的控制異型管中的疤痕?下面來說八種可以有效控制異型管疤痕的方法。
(一)除氧化物劑粉末粒度一般要求在16目左右。
(二)根據異型管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的管材噴吹得除氧化物劑量是不同的。
(三)吹掃時間應根據管材直接、長度進行調節,以管材內沒有懸浮的金屬氧化物再被吹出為標準。
(四)芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取一次水冷卻的辦法。
(五)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在異型管內腔中充分燃燒。
(六)嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑
狀況。
(七)噴嘴高度應根據異型管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在管材內壁均勻吹掃,在噴吹除氧化物
劑工位使用選裝裝置,并配以旋轉氣壓。
(八)噴吹壓力應與管材直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從異型管內吹走。
焊接異型管之前需要注意的事項
現如今,異型管已經成為了家庭中,設備中非常常見的一款管道,那么,在焊接異型管之前,需要注意哪些問題?下面總結出六點來。希望大家能夠仔細閱讀。
(一)檢查水、電、氣是否接通,并按要求全部連接好,不能松動。水、電、氣都是異型管焊接過程中的危險因素,所以在焊前一定要檢查好。
(二)使用相關工具清潔母材表面,即用刷子或砂紙徹底母材表面水、油、氧化物等雜質,以保證焊接質量。
(三)要注意異型管焊接工作場所的清理,不能有易燃、易爆物,采取避風措施等。
(四)認真檢查焊機的接線是否符合要求,電線質量問題是容易引發事故的因素,所以一定不能掉以輕心。
(五)對異型管母材進行焊前檢查,因為這直接關系著焊接效果,所以是很在必要的。
(六)重要焊接結構要采用化學清洗法進行清潔。可簡單地采用丙酮或燒堿硫酸等清洗其表面的水、油、高熔點氧化膜、氧化物等污染物。
在馬鞍山市花山區采購異型管_異型無縫管_冷拔異型管廠家支持定制請認準遠亞商貿(花山區分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:張宇-【15275688966】,地址:開發區武夷山路)。











