
以下是:鋼管切割壁厚大口徑廠家現貨的產品參數
材質 q235 產地 山東 規格 各種 顏色 金屬色 品牌 山東恒盈 可定制 是 鋼管切割壁厚大口徑廠家現貨,恒盈鋼管廠(湖北省分公司)專業從事鋼管切割壁厚大口徑廠家現貨,聯系人:楊經理,電話:【13869525071】、【13869525071】,發貨地:山東省聊城市開發區匯通國際物流園B-155,以下是鋼管切割壁厚大口徑廠家現貨的詳細頁面。 湖北省 2022年,湖北省實現地區生產總值為53734.92億元,其中,產業增加值4986.72億元,第二產業增加值21240.61億元,第三產業增加值27507.59億元。人均地區生產總值為92059元。
無論您是初次接觸還是已經熟悉,我們的鋼管切割壁厚大口徑廠家現貨產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。以下是:鋼管切割壁厚大口徑廠家現貨的圖文介紹
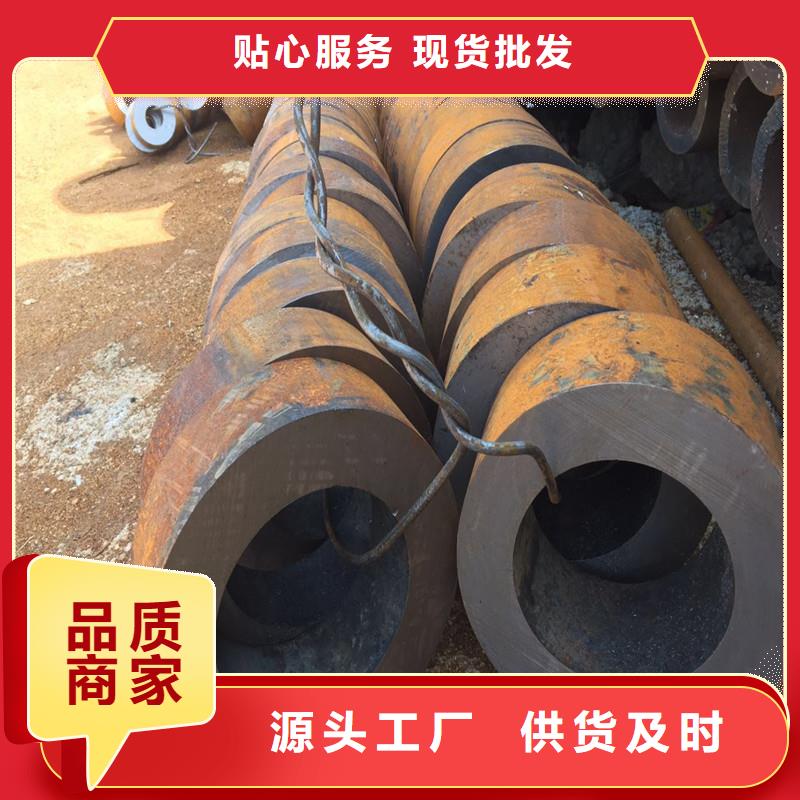
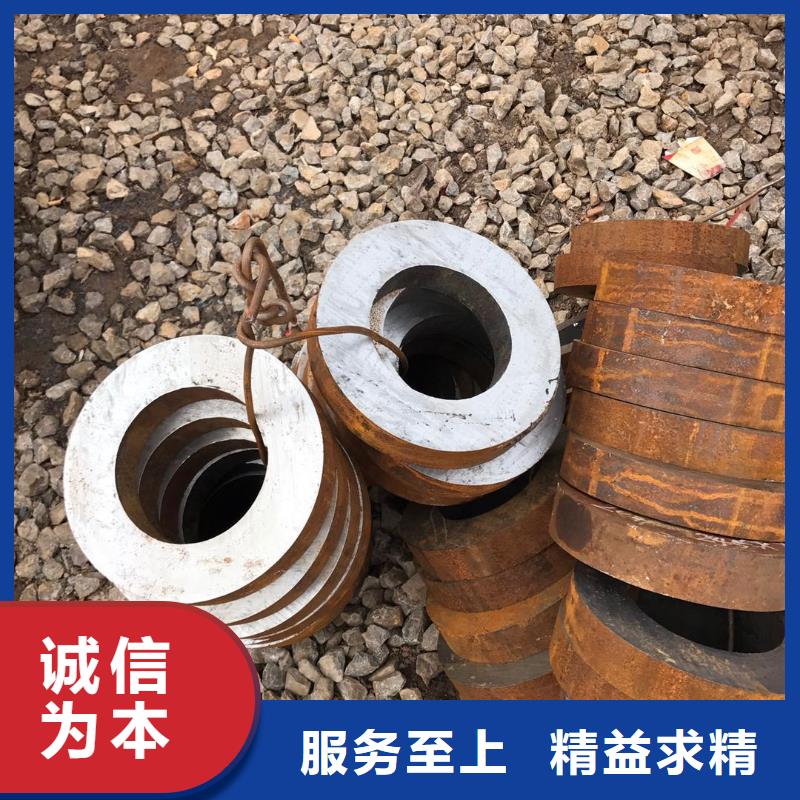
小口徑(0-35mm)(0-50mm)薄壁不銹鋼管,使用不銹鋼專用割管刀35S,65S進行切割,切割后沒有毛刺,而且管口輕內收,特別適合卡壓連接。50mm口徑以上的薄壁不銹鋼管可以采用消防用電動切管機(具體請)進行切割,切口也沒有毛刺。需要注意的是,普通的電動切管機主要是用來切鍍鋅管的,切不銹鋼管好把普通圓刀片換成高速鋼材質的圓刀片。也有人用砂輪機來切割薄壁不銹鋼管,需要注意,必須選用不銹鋼專用切割片。而且切割后必須把切口的毛刺清理干凈才能使用。
山東恒盈鋼管廠新上。新型全自動鋼管切割機是專為鋼管切割設計的新型管道切割機,適用于大小口徑鋼管的切割。
鋼管的切斷工程是鋼管生產和使用企業的重要生產環節之一,對后續產品的生產和品質起到重要的基礎作用,因此多數企業對鋼管切斷工程都是非常重視;目前國內用于生產的鋼管切斷方法主要是:鋸片切斷、刀具切斷、砂輪片鋸斷等作業方式,其主要缺點為鋸口變形量大、端口毛刺大、金屬損耗大、環境污染大、刀具浪費大等諸多缺點;我公司的新型全自動鋼管切割機有效的解決了以上弊端,使鋼管的切割過程變得簡單、方便、,有效的降低了加工成本和使用成本,提高了綜合生產效益,其主要應用領域有:空調行業、壓縮機行業、汽車行業、流水線作業、電機外殼行業、航天行業、軍工行業等。
我們將以“以客戶滿意為中心”的經營理念,為廣大客戶提供滿意的產品和服務。
1. 源自校企合作的科研成果,擁有多項專利的應用型新產品;
2. 國內領先的鋼管切割設備;
3. 改變鋼管切割方式的新工藝;
湖北恒盈鋼管廠憑借其在 無縫鋼管生產切割加工行業中的優勢加之良好的服務信譽,公司一直保持著高速、穩定的發展、經營態勢。“嚴謹,,熱情”是我們的工作態度。品質生活,源于我們,公司愿與客戶一起共創美好生活!
山東恒盈鋼管廠①紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。②直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi③N—0儀:氣體含量分析N、O2.鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺、超聲測厚儀,兩端不少于8點并記錄。②鋼管外徑、橢圓度檢查:卡規、游標卡尺、環規,測出 點、小點。③鋼管長度檢查:鋼卷尺、人工、自動測長。④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。3.鋼管表面質量檢查:①人工肉眼檢查:照明條件、標準、經驗、標識、鋼管轉動。②無損探傷檢查:a.超聲波探傷UT:對于各種材質均勻的材料表面及內部裂紋缺陷比較敏感。標準:GB/T5777-1996級別:C5級b渦流探傷ET:(電磁感應)主要對點狀(孔洞形)缺陷敏感。
傳統退火工藝,退火溫度730℃,保溫13h,再爐冷到650℃以后,出爐空冷。退火新工藝:退火溫度(860±10)℃,保溫45-60min,爐冷到(750±10)℃,保溫3-3.5h,在爐冷至650-660℃以后,出爐堆冷或入保溫坑緩冷。金相組織符合要求:珠光體組織2.5-6級,以4級左右為佳,該工藝提率80%-。65Mn低合金圓鋼必須應具備高的彈性極限和高的屈強比,以避免彈簧鋼在高載荷下產生 變形;同時還要求有良好的淬透性和低的脫碳敏感性,使彈性極限大幅度降低;以及良好的表面質量,在冷熱狀態下容易加工成形和良好的熱處理工藝性。在熱狀態下成型的彈簧熱成型彈簧鋼的熱處理工藝。用這種方法成型彈簧鋼多數是將熱成型和熱處理結合在一起進行的,而螺旋彈簧鋼則大多數是在熱成型后再進行熱處理。這種彈簧鋼的熱處理方式是淬火+中溫回火,熱處理后組織為回火托氏體。這種組織的彈性極限和屈服極限高,并有一定的韌性。
使用方法1.將切割機輕放在鋼管上,以免將車輪碰撞變形,并且握住把手,方可進行切割工作;2.切割機在運轉切割中,如果改變方向,必須先停車,撥動倒順開關,再開車,不能在運轉過程中,直接改變行走方向,以免損壞電氣原件和機械零件;3.切割開始前,先調節好氧氣壓力、乙炔壓力,切割速度,切坡口角度.開始時調整氧-乙炔預熱火焰移動割炬對準割口,待鋼管加熱到局化時,再打開切割氧閥門進行切割,切割完畢,關閉氧氣及乙炔閥門,切斷電源.
鋼管切割壁厚大口徑廠家現貨,恒盈鋼管廠(湖北省分公司)為您提供鋼管切割壁厚大口徑廠家現貨產品案例,聯系人:楊經理,電話:【13869525071】、【13869525071】,發貨地:山東省聊城市開發區匯通國際物流園B-155。














