

以下是:江蘇省球墨鑄鐵管采購廠家的產品參數
范圍 球墨鑄鐵管供應范圍覆蓋江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市等區域。 【健暉】業務覆蓋多領域場景,主營無錫球墨鑄鐵管品質無所畏懼、淮安球墨鑄鐵管廠家直銷大量現貨、徐州球墨鑄鐵管免費獲取報價、南通球墨鑄鐵管質量為本、泰州球墨鑄鐵管產地采購、宿遷球墨鑄鐵管貨源充足等產品服務。球墨鑄鐵管采購廠家_健暉鑄造(江蘇省分公司),聯系人:李經理,開發區鋼管城 發貨到 江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市。 江蘇省 江蘇省建省始于清代初年,取江寧府、蘇州府兩府之首字而得名。江蘇是中華民族和中華文明的重要發祥地,擁有“吳文化”“金陵文化”“淮揚文化”“楚漢文化”等多元文化及地域特征,共擁有13座歷史文化名城。江蘇跨江濱海,湖泊眾多,地勢平坦,地貌由平原、水域、低山丘陵構成;東臨黃海,地跨長江、淮河兩大水系。江蘇地理上跨越南北,氣候、植被同時具有南方和北方的特征。
想要更直觀地了解球墨鑄鐵管采購廠家產品嗎??產品視頻,帶你走進產品世界以下是:江蘇球墨鑄鐵管采購廠家的圖文介紹
山東聊城健暉鑄造有限公司堅持誠信、互利,為客戶提供好的服務 和實惠的價格。 球磨鑄鐵管澆鑄順序是根據鑄件的材質牌號,鑄件大小,厚薄,復雜程度和技術要求等合理安排,相同材質的鑄型應聚集在一起。 沖天爐熔化的鐵液,熔化前期的鐵液溫度較低,化學成分波動較大,適合澆厚壁且要求不高的鑄件,熔化中期的鐵液溫度和化學成分比較穩定,適合澆復雜,薄壁,大型,技術較高要求的鑄件,熔化后期的鐵液供應量不穩定,適合澆小型鑄件。 煉鋼爐熔化的金屬液,因熔煉是一次完成的,前期澆鑄溫度較高,適合澆鑄復雜,薄壁鑄件,后期澆鑄溫度較低,適合澆鑄厚壁,簡單鑄件。 鑄型的排列布置應將大型鑄型排列于兩側或者一側,高的鑄型排列于離熔爐遠一些的地方,避免高大鑄件擋住澆鑄人員和指揮者視線。小型鑄型集中排列在離熔爐近一些的地方。 對于中小型鑄型,要盡量使澆口盆排成直線,便于澆鑄,且縮短澆鑄時間。在小型鑄件少,大型鑄件多的情況下,應該用白色粉筆或者涂料筆在沙箱上編上澆注序號,對于不好辨認的澆冒口,通氣孔等,要用粉筆作出記號,使澆鑄工作井井有條。在有條件的車間,大型鑄件應安排在地坑中澆注。 檢查工作的后一步是:檢查緊固裝置,抹縫和澆冒口圈高度。 檢查緊固裝置能否加緊鑄型,使用壓鐵,則要檢查壓鐵重量是否足夠,所壓四角配重是否均衡,是否影響澆注。檢查澆冒口高度是否符合工藝文件要求。檢查抹縫質量及完成情況。 球墨鑄鐵管件的生產過程中金屬液在澆鑄前用測溫儀器進行溫度檢查,并采取試樣或通過觀察進行金屬液成分檢查。 金屬液質量對球墨鑄鐵管件質量有直接影響,不合格的金屬液往往造成球墨鑄鐵管件直接報廢而無法補救。筆者在這里重點介紹球墨鑄鐵金屬液的質量檢查方法。
山東聊城健暉鑄造有限公司,主要經營水冷金屬型球墨鑄鐵管,球墨鑄鐵自錨管,球 墨鑄鐵頂管,膠圈,壓力排污球墨鑄鐵管,閥門等產品,公司堅持誠信、互利,為客戶提供好的服務 和實惠的價格。 需經孕育處理的鐵液在1400℃以上。其試樣白口寬度應在孕育處理后的白口寬度的3倍以上。孕育處理方法是:在鐵液出爐時,在出鐵槽中徐徐加入符合顆粒要求的經過預熱的孕育劑(硅的質量分數≧70%的硅鐵或硅鈣合金),加入量是根據處理前后白口寬度的變化倍數而定,一般為鐵液處理量的質量分數0.3%——0.7%。 在處理過程中要充分攪拌澆包內鐵液,以加速孕育劑的溶解和減少燒損。使鐵液達到白口寬度要求后,應盡快扒渣和澆鑄,以避免出現孕育退化現象。 砂型 離心鑄造中使用的砂型、組芯造型、石膏型,甚至熔模鑄造殼都和普通重力鑄造時所用的制造方法相同,但使用時要注意幾點: (1)由于離心力的作用,砂型應有更高的緊實度,防止沖砂;砂芯應注意使用芯鐵增加強度。 (2)不能使用無箱造型。即使是無箱或組芯造型也要放在鉸接的砂箱或套箱中澆注。 (3)砂型和砂芯表面應用涂料,防止被沖刷或粘砂。 (4)設計時要確保旋轉平衡,任何不平衡引起的振動都會導致鑄件壁厚不勻。包括砂箱在內的鑄型做不到滿意的平衡,所以有必要時可降低旋轉速度。 (5)要使用專用底板,以便和離心機固定。
山東聊城健暉鑄造有限公司主要生產各種規格球墨鑄鐵管,球墨鑄鐵管件、球磨鑄鐵井蓋、球磨鑄鐵篦子。我們是球墨鑄鐵管廠家,我公司產品質量優質,始終堅持和貫徹“質量是企業生存之本,為用戶提供的產品和服務是我們永恒的追求”的質量方針。
山東聊城健暉鑄造有限公司主營球墨鑄鐵管、球墨鑄鐵管件、球墨鑄鐵井蓋、球墨鑄鐵井篦子;W型柔性鑄鐵管、W型鑄鐵排水管及管件;A型柔性鑄鐵管、A型鑄鐵排水管及管件、B型柔性鑄鐵管、B型鑄鐵排水管及管件等產品。
江蘇健暉鑄造有限公司自2012年上市以來一直保持穩定增長,公司將秉著“創新、、團結、誠信”的理念,堅持穩健經營、持續創新,為用戶提供多好的解決方案、 球墨鑄鐵管產品和服務,為社會可持續發展貢獻力量。
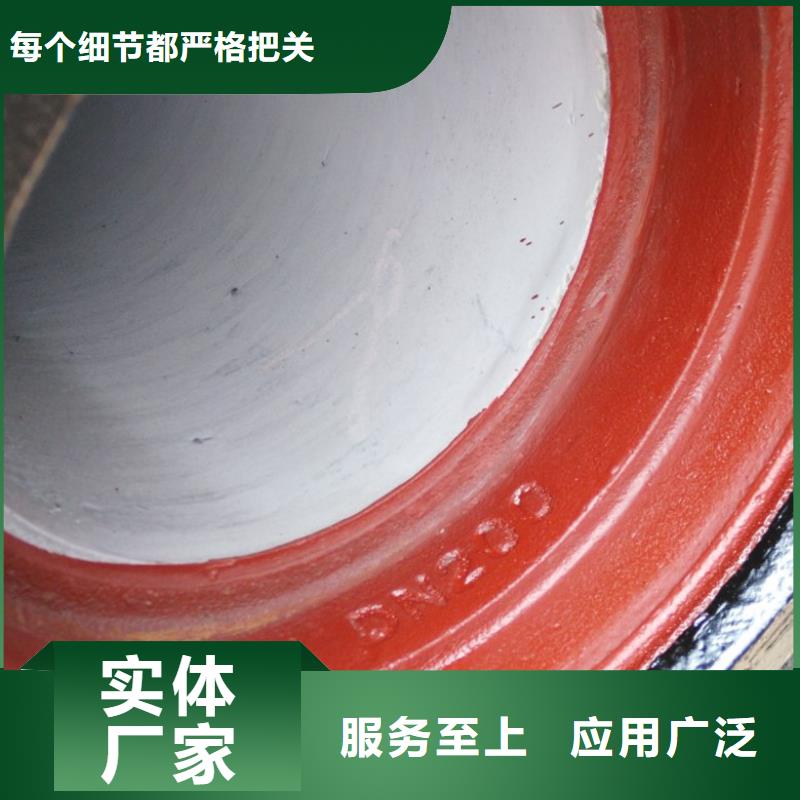
由于球墨鑄鐵管的生產過程中型砂的需求量很大,每生產1噸的鑄件需要5噸的型砂。在砂處理過程中,裝卸頻繁,運輸量大,還伴隨著產生大量的粉塵和有害氣體,高溫輻射也很嚴重。 對這一工序采用手工操作難以適應,應盡量采用機械設備并進行除塵。目前我廠使用樹脂砂,員工的操作環境得到了顯著改善。同時也凈化了周邊環境。 立式離心鑄造時,鑄型繞垂直軸旋轉,此工藝主要用來生產高度小于直徑的圓環形球墨鑄鐵管管件。 臥式離心鑄造時,鑄型繞水平軸旋轉,主要用來生產長度大于直徑的套筒,管類鑄件。 有時在生產壁澆薄,細長的球墨鑄鐵管管件時,鑄型的旋轉軸與水平線呈3度——5度的夾角,這是為了使金屬液能很好地均勻的分布于整個鑄型長度上,這也屬于臥式離心鑄造范疇 根據標準,球墨鑄鐵管可按管徑與管的對接形式進行分類。按球墨鑄鐵管的管徑可分為40mm,50mm,60mm,65mm,80mm,100mm,125mm,150mm,200mm,250mm,300mm,350mm,400mm,450mm,500mm,600mm,700mm,800mm,900mm,1000mm,1100mm,1200mm,1400mm,1500mm,1600mm,1800mm,2000mm,2200mm,2400mm及2600mm共30種。(用于輸送氣體的球墨鑄鐵管為管徑不大于700mm的球墨鑄鐵管)。 實際上由于技術問題,上還沒有可以生產40-65mm四種小的球墨鑄鐵管。球墨鑄鐵管按管口的對接形式可分為滑入式(T型),機械式(K型,N型S型)和法蘭式三類接口形式。法蘭式又可分為離心鑄造焊接法蘭管,螺紋連接法蘭管以及整體鑄造法蘭管。 筆者認為,管子接口不同,對離心工藝無多大影響。但在金屬管模及芯盒與制芯上予以注意。 首先何為球墨鑄鐵管的公稱直徑? 公稱通徑DN 是管路系統中所有管路附件用數字表示的尺寸,以區別用螺紋或外徑表示的那些零件。公稱通徑是用作參考的經過圓整的數字,與加工尺寸數值上不完全等同。 公稱通徑是用字母“DN”后緊跟一個數字標志。如公稱通徑250mm應標志為DN250。 再者何為球墨鑄鐵管的公稱壓力? 公稱壓力PN 是一個用數字表示的與壓力有關的標示代號,是供參考用的方便的圓整數。同一公稱壓力PN值所標示的同一公稱通徑!“ 的所有管路附件具有與端部連接型式相適應的同一連接尺寸。 在我國和上對于球墨鑄鐵管的公稱壓力和公稱直徑又有何硬性規定呢? 在我國,涉及公稱壓力時,為了明確起見,通常給出計量單位,以“MPA”表示。在英、美等中,盡管目前在有關標準中已列入了公稱壓力的概念,但實際使用中仍采用英制單位Class。由于公稱壓力和壓力級的溫度基準不同,因此兩者沒有嚴格的對應關系。兩者間大致的對應關系參見表。 日本標準中有一種“K”級制,例如10K、20K、40K等。這種壓力級的概念與英制單位中的壓力級制相同,但計量單位采用米制。
在江蘇省采買球墨鑄鐵管采購廠家到健暉鑄造(江蘇省分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-【15864380828】,地址:《開發區鋼管城》。












