
以下是:57*3.0聲測管現貨秒發的產品參數
產品參數 產品價格 3.00/米 發貨期限 1 供貨總量 800000 運費說明 送貨 小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 在江蘇省采買57*3.0聲測管現貨秒發到鑫億呈鋼管(江蘇省分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:劉經理-【18833761560】,地址:《新華區》。 江蘇省 江蘇省下轄地級市全部進入全國百強,綜合實力百強區、百強縣、百強鎮數量位居全國。江蘇地區發展與民生指數(DLI)居全國省域,成為中國綜合發展水平的省份。江蘇省域經濟綜合競爭力居全國前列,擁有全國規模的制造業集群,實際使用外資規模居全國首位,人均GDP自2009年起連續居全國各省、自治區位,,已步入“中上等”發達水平。
想要了解57*3.0聲測管現貨秒發產品的魅力?視頻為你揭曉答案!
以下是:57*3.0聲測管現貨秒發的圖文介紹
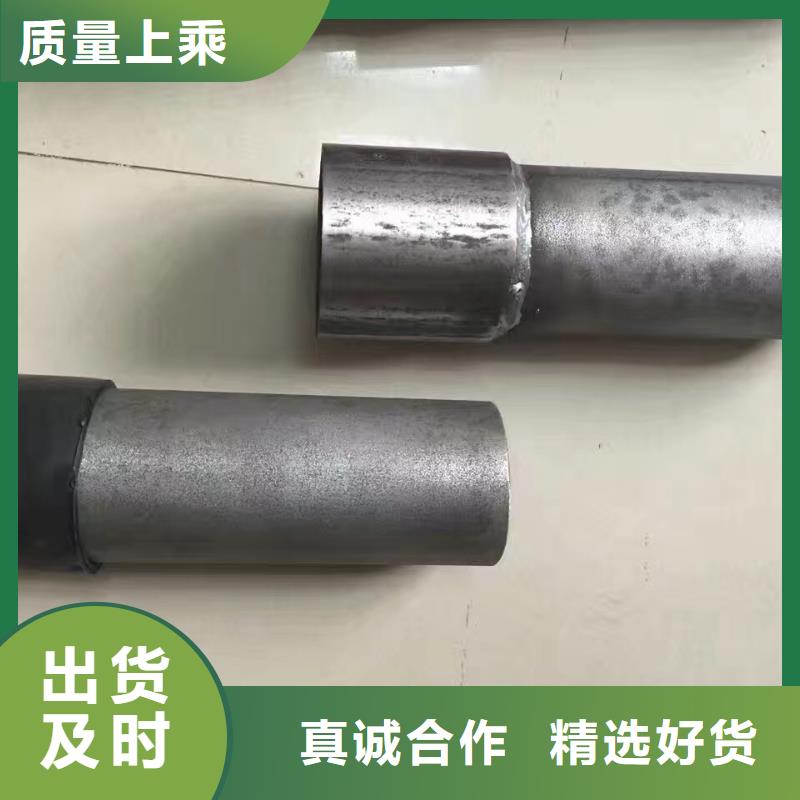
說到樁基質量的檢測,我們現在正在使用超聲波檢測方法。這種檢測方法必須使用江蘇聲測管作為一種特殊工具,在布置時需要使用相應的規范方法。我建議根據需要布置的管體數量做一個支架。例如,如果需要埋設三個江蘇聲測管,我們將支架制成等邊三角形,并將指定位置放置在管道的位置。這樣,這個支架可以使管道布置平行和等距。如何埋設江蘇聲測管?*新的規范要求是什么?江蘇聲測管的數量是根據樁基的直徑布置的。以下是部分布置方法。江蘇聲測管布置要求是什么?1.安裝樁徑在1.0-2.5米之間時,布置三根,位置以三根江蘇聲測管等邊三角形布置。2.安裝樁徑在0.6-1.0米之間時,與中心點三點一線布置兩根。3.安裝樁徑大于2.5米時,布置四根,位置要求四根江蘇聲測管正方形連接。江蘇聲測管埋置規定。樁基檢測和江蘇聲測管的埋設布置應符合JTG/TF81-01的規定。預埋檢測管:1.樁徑0.6-0.8m應埋雙管;樁徑0.8-2.0m應埋三根管;樁徑2.0m以上應埋四根管。根據赤峰橋的具體情況,樁基可埋三根管。江蘇聲測管的內徑應為50-60mm。2.聲波檢測管應采用鋼管。塑料管或鋼波紋管,其內徑應為50~60mm。檢測管連接處應光滑過渡,管口應高于樁頂100mm以上,各檢測管口高度應一致。管道下端應封閉,上端應蓋住,管道內不得有異物,管體不得損壞。聲學測量管應封閉在下端。上端蓋。管道內無異物;聲學測量管連接處應潤滑過渡,管口應高于樁頂500mm,各聲學測量管口高度應不同。3.江蘇聲測管可焊接或捆扎在鋼筋內側,檢測管應平行。
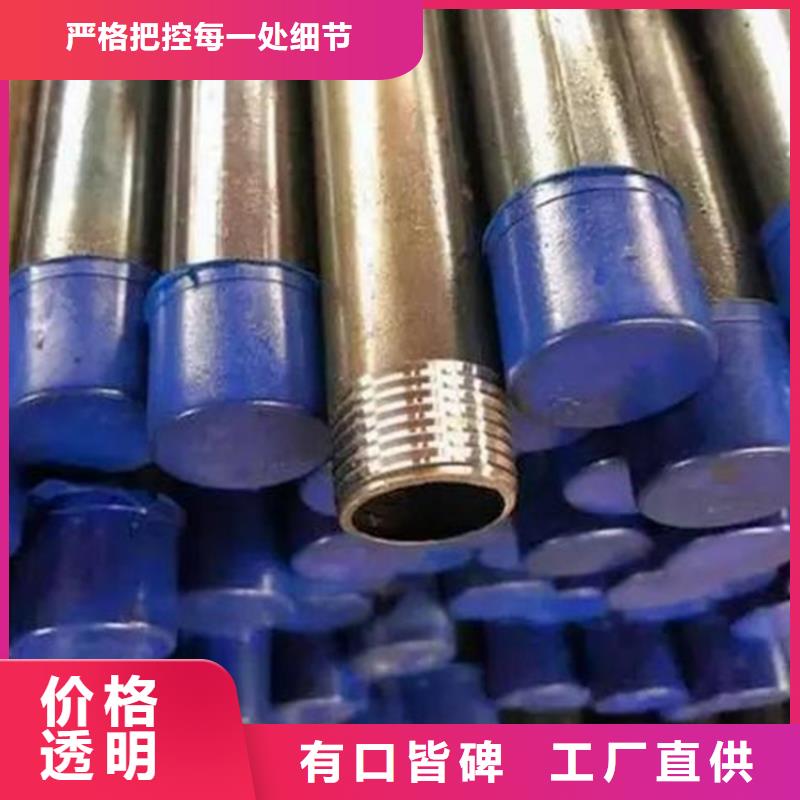
江蘇聲測管在焊接安裝時有哪些注意點?江蘇聲測管主要是由接頭和直管焊接在一起的,在進行焊接的時候一定要注意以下幾點。1、焊條使用時應保持干燥,鈦鈣型應經150℃干燥1小時,低氫型應經200-250℃干燥1小時(不能多次重復烘干,否則藥皮容易開裂剝落),防止焊條藥皮粘油及其它臟物,以免致使焊縫增加含碳量和影響焊件質量。樁基江蘇聲測管焊接時,受到重復加熱析出碳化物,降低耐腐蝕性和力學性能。焊后硬化性較大,容易產生裂紋。若采用同類型的焊條焊接,必須進行300℃以上的預熱和焊后700℃左右的緩冷處理。若焊件不能進行焊后熱處理,則應選用鉻鎳不銹鋼焊條。2、為改善江蘇聲測管耐蝕性能及焊接性而適當增加適量穩定性元素Ti、Nb、Mo等,焊接性較好一些,采用同類型的鉻不銹鋼焊條時,應進行200℃以上的預熱和焊后800℃左右的回火處理。若焊件不能進行熱處理,則應選用鉻鎳不銹鋼焊條。 要求控制曲率半徑。比如半徑長度為1.5D,那么曲率半徑必須在所要求的公差范圍之內。由于這些管件大多數用于焊接,為了提高焊接質量,端部都車成坡口,留一定的角度,帶一定的邊,這一項要求也比較嚴,邊多厚,角度為多少和偏差范圍都有規定,幾何尺寸上比管件多了很多項。樁基江蘇聲測管表面質量和機械性能基本和管子是一樣的。為了焊接方便,和被連接的管子的鋼的材質是要相同的。
江蘇鑫億呈鋼管有限公司長期以來培養 聲測管,注漿管,冷卻管,沉降板技術人才,積累了從 聲測管,注漿管,冷卻管,沉降板產品開發、工藝、工裝設計到批量生產的豐富的理論和實踐經驗。能夠在較短的時間內開發出滿足用戶要求的 聲測管,注漿管,冷卻管,沉降板產品。
質量方針:以客戶為中心、以 聲測管,注漿管,冷卻管,沉降板質量求發展、以技術帶進步、以管理創效益。
企業作風:求是務實、行動迅速、細致周到、精益求精。
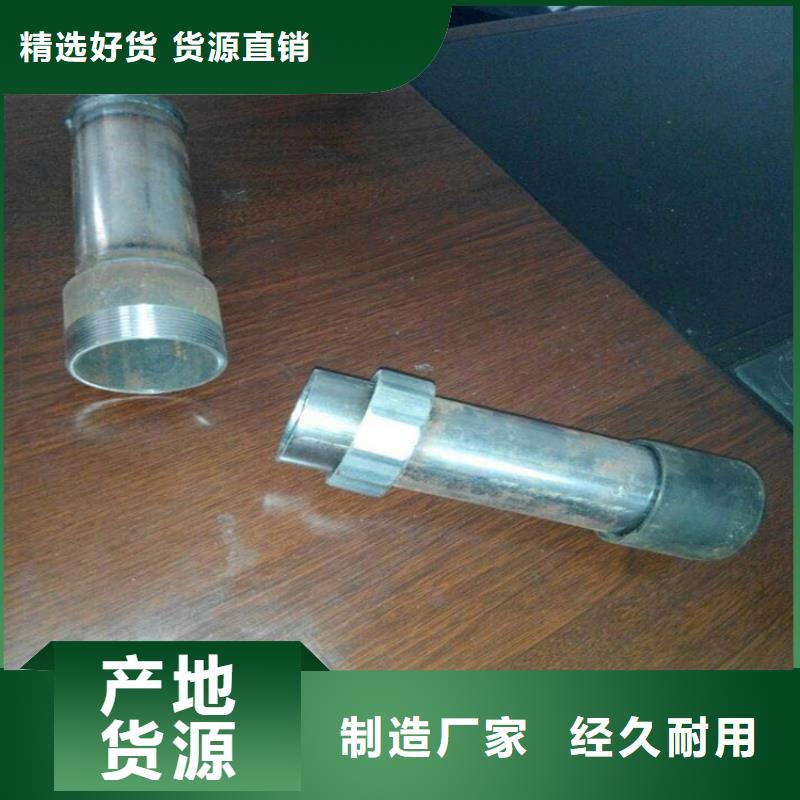
江蘇聲測管焊接是兩種材料的連接,通過在材料熔化溫度以上加熱來實現。江蘇聲測管焊接技術有激光江蘇聲測管焊接、固態江蘇聲測管焊接和電弧江蘇聲測管焊接。在電弧江蘇聲測管焊接中,兩塊用電弧熔化母金屬部件和填充材料。重要的是要知道這三種材料的成分,才能計算出預期的焊道的*終成分。江蘇聲測管焊接材料,如棒或線材,與加入的材料相比豐富,以補償熔融焊道中的稀釋效應。從理論上講,焊縫將有一個混合組成,約70%來自填料和30%來自母材(15%來自每兩個母材加入)。例如,如果你兩金屬部件江蘇聲測管焊接在一起,我們可以預期,焊縫的*終組成將由70%電極桿填料,15%母材(PMA),從母材B15%(PMB)。根據應用程序,了解焊縫的材料化學是重要的,以確保其具有正確的機械性能或耐腐蝕性。同樣重要的是要注意,實際材料和焊縫類型會影響焊道的化學性質。
今年在江蘇省購買57*3.0聲測管現貨秒發有了新選擇,鑫億呈鋼管(江蘇省分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的57*3.0聲測管現貨秒發產品。如需購買或咨詢,請隨時聯系我們,聯系人:劉經理-【18833761560】,地址:新華區。












