| 產品參數 | |
|---|---|
| 產品價格 | 廠家批發/米 |
| 發貨期限 | 1天 |
| 供貨總量 | 69500米 |
| 運費說明 | 詳談 |


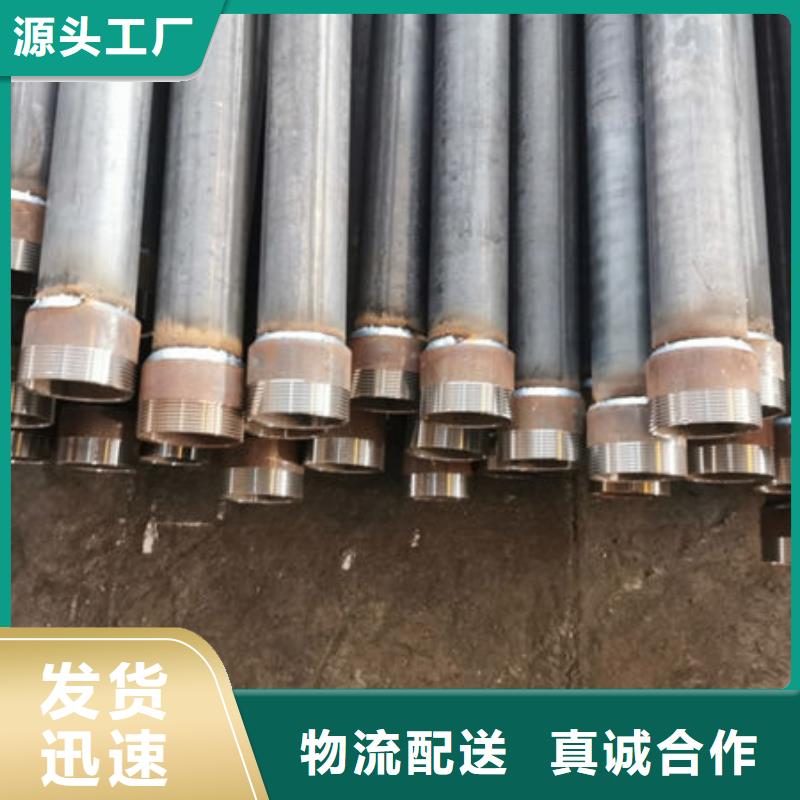
在較深的橋梁碼頭高層建筑鉆孔灌注樁施工中,對于灌柱樁基檢測要求采用聲波透射法檢測樁基質量,按照設計要求應該預埋檢測管(聲測管)。樁徑0.8m以下的需埋設兩根檢測管,兩根檢測管必須固定在鋼筋籠內同一直線上。樁徑0.8m-2.0m的需埋設三根檢測管,三根檢測管必須呈等腰三角形固定在鋼筋籠內。2.0m以上的需埋設四根檢測管,四根檢測管必須呈正方形固定在鋼筋籠內。常規要求采用外徑50-60mm的鋼管,壁厚3.5mm左右,施工中采取現場焊接法。這種方法在施工中所需成本高,操作復雜,給現場施工帶來極大不便,施工成本只占普通焊管成本1/3左右。大大提高了工作效率,降低了施工成本。焦作聲測管
聲阻抗率較低,用做焦作聲測管具有較大的透聲率,通常可用于較小的灌注樁,在大型灌注樁中使用時應慎重,因為大直徑樁需灌注大量混凝土,水泥的水化熱不易發散:鑒于塑料的熱膨脹系數與混凝土的相差懸殊,混凝土凝固后塑料管因溫度下降而產生徑向和縱向收縮,有可能使之與混凝土局部脫開而造成空氣或水的夾縫,在聲通路上又增加了更多反射強烈的界面,容易造成誤判。
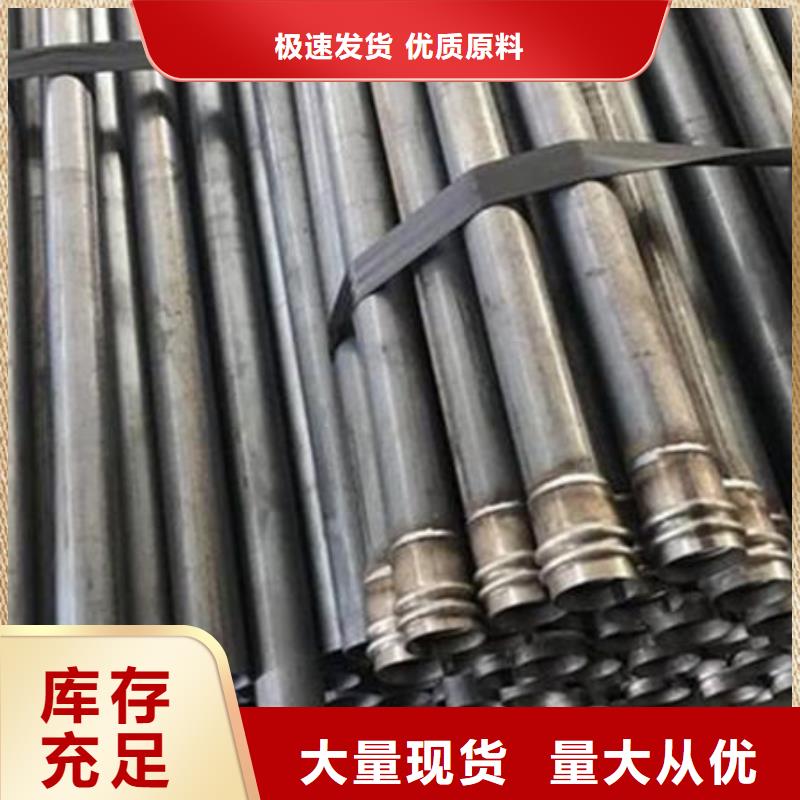
聲測管的直徑,通常比徑向換能器的直徑大l0mm即可,常用規格是內徑50-60mm。管子的壁厚對透聲率的影響很小,所以,原則上對管壁厚度不作限制,但從節省用鋼量的角度而言,管壁只要能承受新澆混凝土的側壓力,則越薄越省。
焦作焊管工藝流程
原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。
產品特點
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。
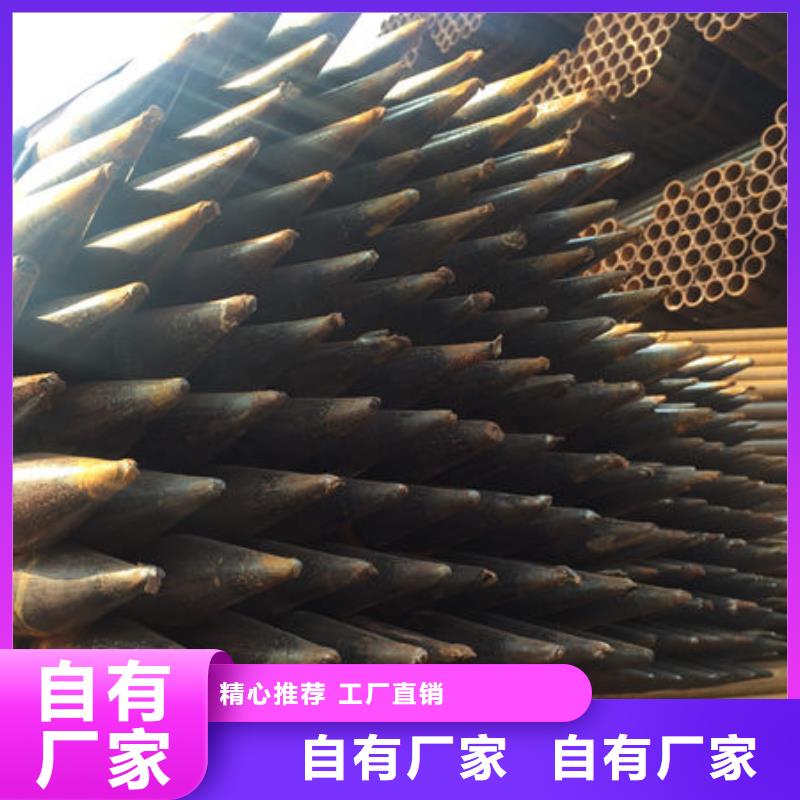
市場上焦作鋼花管的價格因品牌、規格、材質、廠家不同而有所差別。一般來說,價格越貴的焦作鋼花管質量越好,使用壽命也越長。
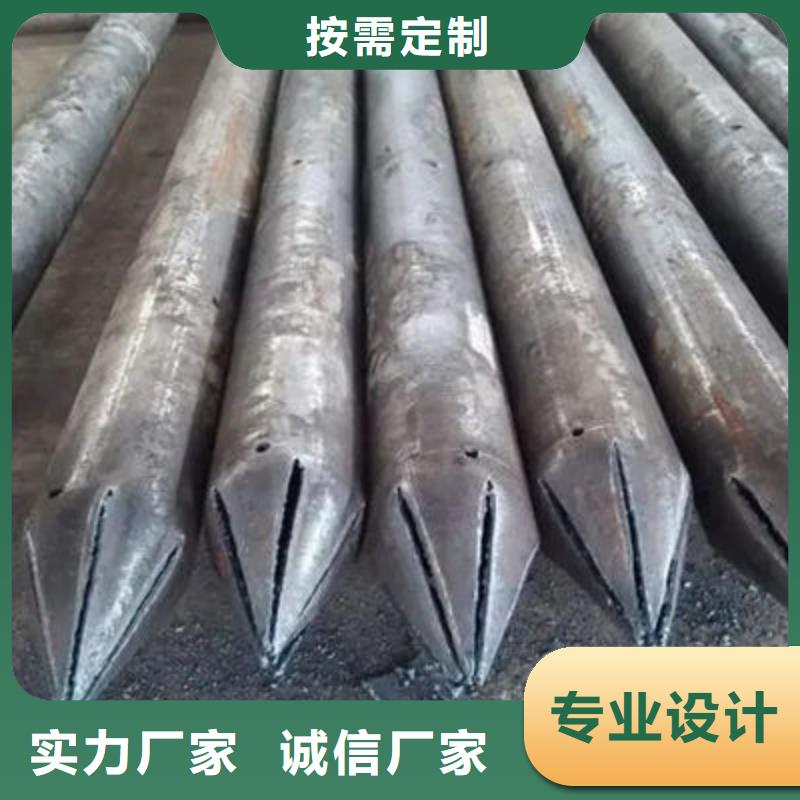
焦作鋼花管的安裝方法主要包括水泥澆注法和掛片法。1.水泥澆注法:將焦作鋼花管的底端放入水中,然后將其水泥澆注到混凝土中,直至焦作鋼花管全部沉入混凝土中。2.掛片法:首先,將焦作鋼花管的底端放入水中,然后將其掛片放入混凝土中,直至焦作鋼花管全部沉入混凝土中。焦作聲測管
焦作鋼花管的單價相對較高,一般為每米3-5元不等。但是,由于焦作鋼花管具有很強的耐腐蝕性和抗沖擊性,因此在一些特殊場合仍然是不可或缺的材料。
名片")