以下是:運城市稷山縣冷拔六角鋼_來電咨詢的產品參數【佳諾】持續拓展產品矩陣,現有河津精密無縫鋼管今年新款、平陸精密無縫鋼管一手貨源源頭廠家、永濟精密無縫鋼管專業生產團隊、芮城精密無縫鋼管用心服務、垣曲精密無縫鋼管符合標準、萬榮精密無縫鋼管原料層層篩選、新絳精密無縫鋼管細節決定品質等,滿足不同場景需求。冷拔六角鋼_來電咨詢,佳諾金屬制品(運城市稷山縣分公司)lcjnjs367-3為您提供冷拔六角鋼_來電咨詢的資訊,聯系人:周經理,電話:【15966286126】、【15966286126】,供應服務范圍覆蓋山西省、運城市、稷山縣、鹽湖區、臨猗縣、萬榮縣、聞喜縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟市、河津市。 山西省,運城市,稷山縣 北魏,置高涼縣,隋,改為稷山縣。2000年,稷山縣屬運城市。稷山縣是山西省文明縣城、小型微型企業創業創新示范基地、革命文物保護利用片區分縣、全國第五批率先基本實現主要農作物生產全程機械化示范縣。
為了給您提供更的冷拔六角鋼_來電咨詢產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。以下是:運城稷山冷拔六角鋼_來電咨詢的圖文介紹運城稷山佳諾金屬制品有限公司位于匯通金屬物流園,交通j i為便利。公司常年致力于 精密無縫鋼管的研發和生產,擁有雄厚的專業技術力量。 公司專營 精密無縫鋼管系列產品,公司一貫信奉合作來源于誠信,品質來源于實現的行為準側,致力于互利互惠,資源共享的雙贏模式,竭誠歡迎垂詢洽談。
冷拉鋼產品具有以下優點: 形狀規格多樣性 通過設計不同形狀的模具,冷拉出不同截面形狀、不同規格公差的冷拉鋼。角度可設計成直角或圓角。 高度 使用高質量的硬質合金模具以及擁有專業修模人員,確保公差準確、統一。 表面光滑 先進的冷擠壓工藝使得冷拉鋼產品表面光滑明亮。 材料大量節省 冷拉工藝是將原材料冷擠壓變形達致所需的形狀、規格及公差,原材料的耗損極少,相對利用傳統車床機加工切削所耗損的材料,冷拉鋼所節省的材料是非常可觀的,特別當材料用量大,材料成本的節約更為顯著。 加工時間及加工機械節省 由于精度準確,表面狀況良好,冷拉鋼產品可直接使用,如噴涂、打砂、打彎、鉆孔,也可按實際要求精拉之后直接電鍍,免去了大量機加工時間及節省配置加工機械的費用。 效果分析編輯 1.次冷拉效果: 取一鋼筋對其施加拉應力冷拉,鋼筋會發生變形(并作應力——應變圖)。隨著拉應力增加,鋼筋內部承受的拉應力逐漸增大。當鋼筋內部產生的拉應力超過鋼筋具有的屈服點A,而達到C后,停止冷拉,卸去荷載。此時可以看到,鋼筋已產生塑性變形,在卸荷過程中,應力——應變圖有一個變化,直線O1C比直線OA要緩。 2.第二次冷拉效果: 重新施加拉應力,將鋼筋拉伸到破壞,應力——應變圖出現新的變化,新的屈服點在C點附近,明顯高于原來的屈服點A。這個變化說明,鋼筋的塑性發生了變化,塑性小了,硬度大了,鋼筋的強度得到提高,這一現象叫“變形硬化”。 經過以上兩次過程冷拉鋼(筋)制作完成。 冷拉控制編輯 1)冷拉應力控制的情況: 對于Ⅱ、Ⅲ、Ⅳ級鋼筋和5號鋼的鋼筋,在冷拉后,作預應力鋼筋使用的,要用冷拉應力控制。但鋼筋冷拉后經檢查,冷拉率超過了規范規定(表3——1)值,還要再進行機械能實驗。
軸類零件是機器中經常遇到的典型零件之一。它主要用來支承傳動零45號鋼實驗部件,傳遞扭矩和承受載荷。軸類零件是旋轉體零件,其長度大于直徑,一般由同心軸的外圓柱面、圓錐面、內孔和螺紋及相應的端面所組成。根據結構形狀的不同,軸類零件可分為光軸、階梯軸、空心軸和曲軸等。
軸的長徑比小于5的稱為短軸,大于20的稱為細長軸,大多數軸介于兩者之間。
軸用軸承支承,與軸承配合的軸段稱為軸頸。軸頸是軸的裝配基準,它們的精度和表面質量一般要求較高,其技術要求一般根據軸的主要功用和工作條件制定,通常有以下幾項(一)尺寸精度 起支承作用的軸頸為了確定軸的位置,通常對其尺寸精度要求較高(IT5~IT7)。裝配傳動件的軸頸尺寸精度一般要求較低(IT6~IT9)。(二)幾何形狀精度 軸類零件的幾何形狀精度主要是指軸頸、外錐面、莫氏錐孔等的圓度、圓柱度等,一般應將其公差限制在尺寸公差范圍內。對精度要求較高的內外圓表面,應在圖紙上標注其允許偏差(三)相互位置精度 軸類零件的位置精度要求主要是由軸在機械中的位置和功用決定的。通常應保證裝配傳動件的軸頸對支承軸頸的同軸度要求,否則會影響傳動件(齒輪等)的傳動精度,并產生噪聲。普通精度的軸,其配合軸段對支承軸頸的徑向跳動一般為0.01~0.03mm,高精度軸(如主軸)通常為0.001~0.005mm。(四)表面粗糙度 一般與傳動件相配合的軸徑表面粗糙度為Ra2.5~0.63μm,與軸承相配合的支承軸徑的表面粗糙度為Ra0.63~0.16μm。
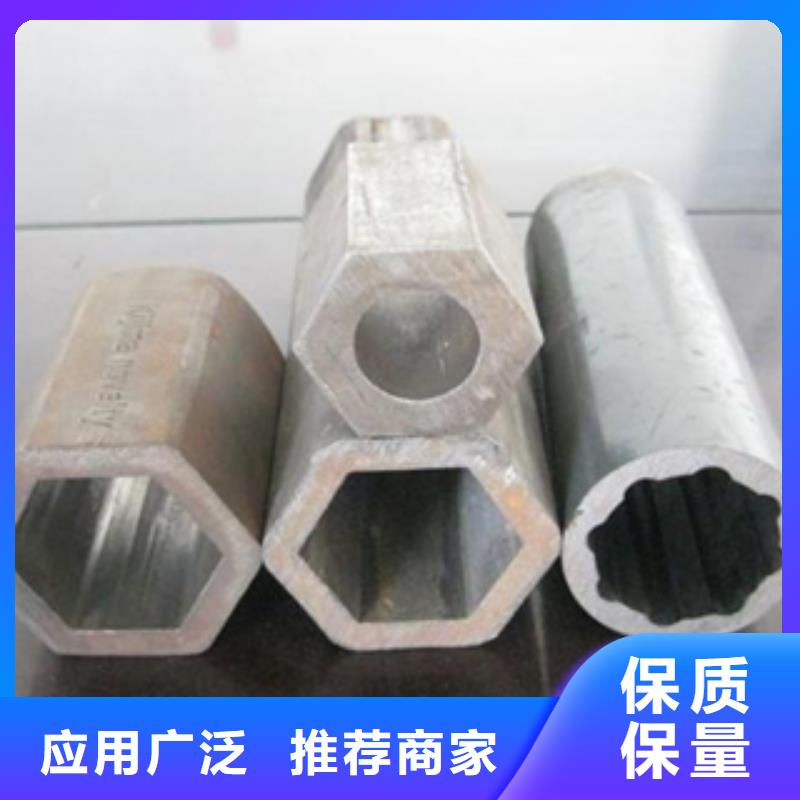
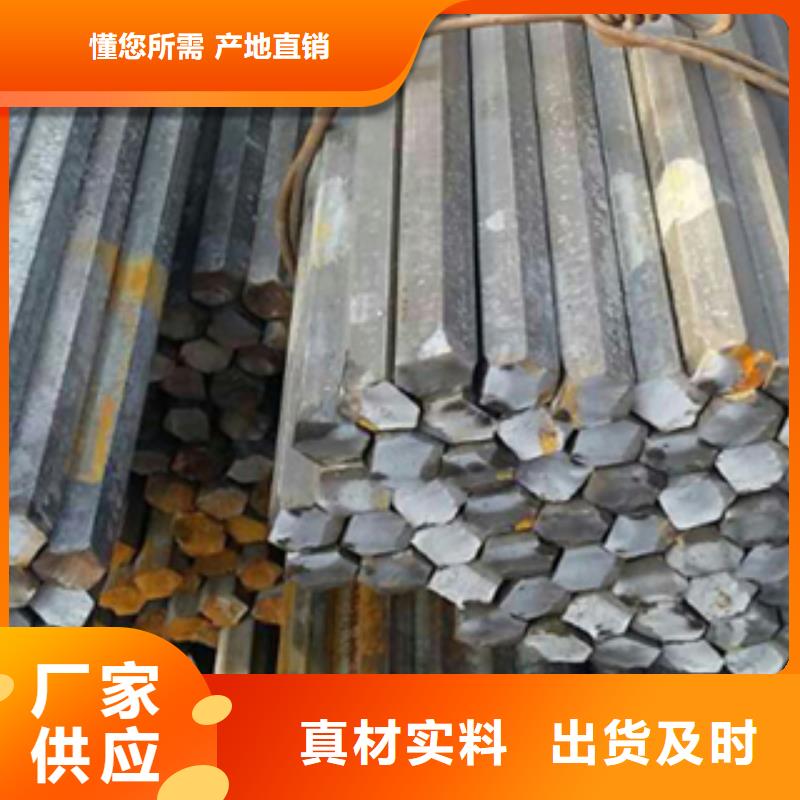
冷拉率測定控制要求: 以冷拉率控制鋼筋冷拉時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少于4個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,并取試件的平均值作為該爐該批鋼筋的實際冷拉率。如果鋼筋強度偏高,,平均的冷拉率低于1%時,在鋼筋冷拉時,仍要按1%的冷拉率控制。 3)不同爐批的冷拉控制: 對于混雜,分不清爐批的鋼筋,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應力都要符合規范規定(表3——1)。 4)冷拉速度控制: 要使鋼筋充分變形,就要適當控制冷拉速度,一般以0.5——1.0為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉2——3以后,再放松鋼筋,結束冷拉,以給鋼筋充分變形的時間。 5)冷拉控制方法: 冷拉時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。采用單控,施工簡單方便。但對于材質不均勻的鋼筋,不可能逐根試驗(逐根試驗,費工費料,不可能這樣做,有的同一根鋼筋冷拉率也不一樣)冷拉質量得不到保證。雙控方法可以避免上述問題。冷拉時,對于控制應力已經達到,冷拉率沒有超過允許值的,可以認為合格。但是,如果冷拉率已經達到,而冷拉應力還達不到控制應力,這種鋼筋要降低強度使用。對于預應力鋼筋必須采用雙控方法。 冷拉六角鋼 Hexagonsection H3、H4、H5、H6、H6.3、H6.35、H7、H7.7、H7.9、H8、H9、H9.7、H9.8、H10、H10.8、H11、H11.1、H11.6、H12、H12.3、H12.7、H13、H14、H14.5、H15、H15.2、H15.6、H15.9、H16、H17、H17.4、H18、H18.4、H19、H20、H20.65、H21、H22、H23、H23.7、H24、H25、H25.4、H26、H27、H28、H29、H30、H31、H31.7、H32、H34、H35、H36、H38、H40、H41、H42、H43.5、H45、H45.5、H46、H48、H49、H50、H53、H55、H58、H60
選購冷拔六角鋼_來電咨詢來運城市稷山縣找佳諾金屬制品(運城市稷山縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:周經理-【15966286126】,地址:[匯通金屬物流園]。