
以下是:津西Q345B低合金h型鋼工期快的產品參數
產品參數 產品價格 4580/噸 發貨期限 3 供貨總量 360 運費說明 買家承擔 小起訂 1 質量等級 一級 是否廠家 否 產品材質 Q235 Q355 產品品牌 一名 產品規格 齊全 發貨城市 天津 產品產地 天津 加工定制 除銹 打孔 噴漆 產品型號 齊全 可售賣地 全國 產品重量 國標 產品顏色 黑色 質保時間 10 外形尺寸 H型 適用領域 機械加工 鋼結構 是否進口 否 質量認證 國標 產品功率 標準 工作溫度 20 材質 Q235 產地 天津 規格 齊全 類型 碳鋼型鋼 品牌 大廠家 型號 H型 可定制 是 用途 廣泛 津西Q345B低合金h型鋼工期快,一名鋼鐵集團有限公司(九江分公司)為您提供津西Q345B低合金h型鋼工期快,聯系人:楊經理,電話:13312022929、15802234444,QQ:1114015854,請聯系一名鋼鐵集團有限公司(九江分公司),發貨地:北辰區韓家墅鋼材市場。 江西省,九江市 九江市位于江西省北部,長江中下游南岸,贛、皖、鄂、湘四省交界處,總面積19084.61平方千米,截至2022年,全市常住人口457萬。九江市地處長江、京九鐵路兩大經濟開發帶交叉點,是中國首批5個沿江對外開放城市之一,是東部沿海開發向中西部推進的過渡地帶,華東與華中的連接點,號稱“吳頭楚尾、三江之口、七省通衢”與“天下眉目之地”,有“江西北大門”之稱。
想要真正了解津西Q345B低合金h型鋼工期快產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。
以下是:津西Q345B低合金h型鋼工期快的圖文介紹
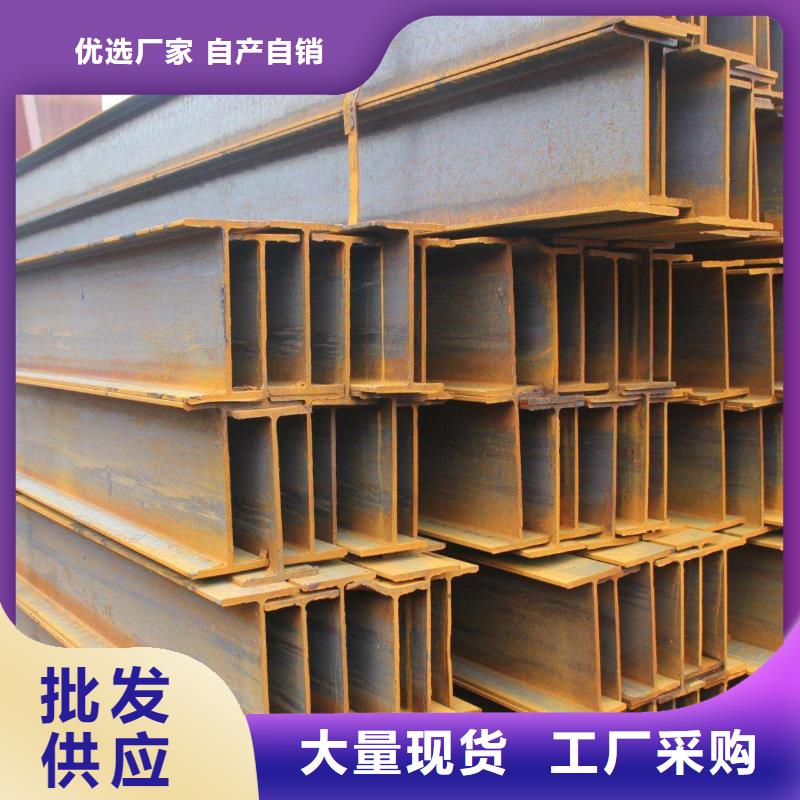
江西九江 h型鋼同一號角鋼常有2-7種不同的邊厚。扁鋼重量計算方法扁鋼:每米重量=0.00785*厚度*邊寬與傳統的鋼板相比1.產品規格特殊。厚度在8~50mm,寬度mm,長度5-15m,且產品規格檔距較密,可以滿足用戶的需求,代替中板使用、不用切割,就可直接進行焊接。2.產品表面的光潔。工藝中二次采用高壓水除鱗工序,確保鋼材表面光潔3.兩側邊垂直,菱角清楚。精軋中的二道立軋,保證了兩側邊垂直度好,角清,邊部表面質量好。4.產品的尺度,三點差,同級差優于鋼板標準;產品平直、板型好。
精軋采用連軋工藝,自動活套自動控制,確保不堆鋼不拉鋼,產品尺寸精度高,公差范圍、三點差、同條差、鐮刀彎等參數都優于中板,并且板型直度好。冷剪剪切,長度定尺精度高。5.產品材質采用標準,與鋼板相同。質量技術標準按YB/T標準組織生產(Q345B/Q235B分別參照GB/T,GB/T700-88標準)在使用上較鋼板有下優點1.扁鋼采用負偏差軋制,但按實際重量交貨,利用率較鋼板提高1~5個百分點。
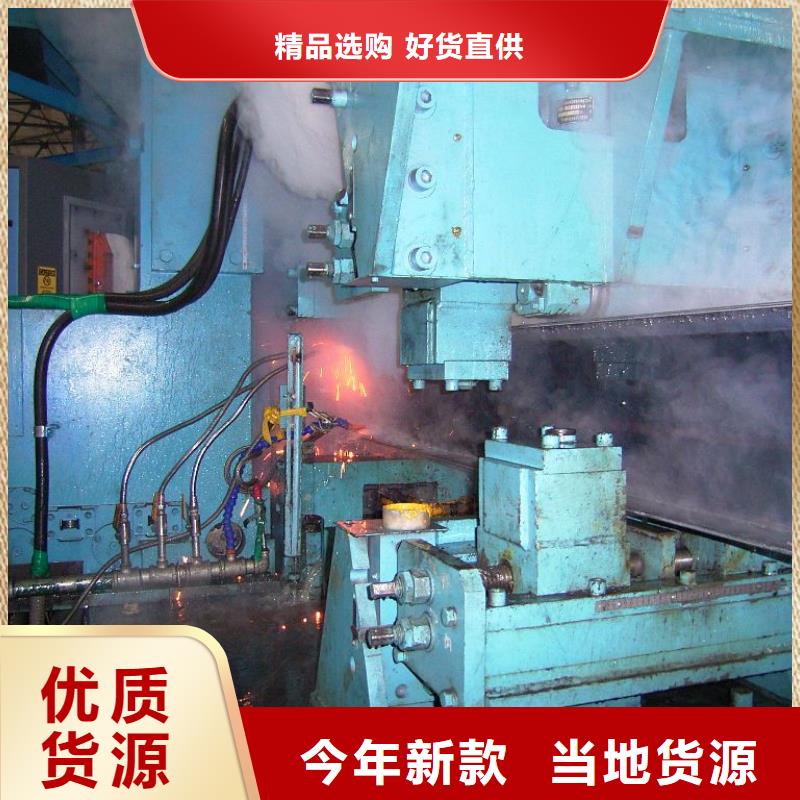
2.扁鋼可以按用戶需求,定厚、定寬、定長生產,為用戶減少了切割,并節省工序,降低了人工、材料的消耗,同時也減少了原材料的加工損耗,省時、省力、省料。產品已專業用于鋼結構制造業、機械制造業、汽車工業、礦山機械、起重機械及其它產業用材。精密扁鋼生產工藝扁鋼精整機的工作原理是將冷態扁鋼毛壞用兩組上下交錯布置的校平輪對厚度方向進行預校平和終校平;用一對相對布置的精整輪對其寬度方向進行擠壓,使寬度被壓縮而達到預期的參數,其壓縮量可調;用5支交錯布置的校直輪對其寬度方面進行校直.此系統主要由控制箱、精整壓輥、預校平單元、精整單元、校直單。
其生產工藝流程可概括為:預校平→精整→校直→后校平.扁鋼/a/b寬12-300mm、厚4-60mm、截面為長方形并稍帶純邊的鋼材。扁鋼可以是成品鋼材,也可以做焊管的坯料和疊軋薄板用的薄板坯。主要用途:扁鋼作為成材可用于制箍鐵、工具及機械零件,建筑上用作房架結構件、扶梯。扁鋼按其形狀分為兩種:平面簧扁鋼和單面雙槽簧扁鋼。熱軋簧扁鋼主要用于制造汽車、拖拉機、鐵路運輸等機械上的鋼板簧。汽車用簧扁鋼的工藝方法簧扁鋼采用轉爐冶煉工藝制成。與現有技術相比具有以下優點和積極效果:1.用轉爐煉扁鋼,主要采用鐵水為原料,鐵水中有害元素較少,生產出的扁鋼質量有保證。
江西九江一名鋼鐵集團有限公司將繼續堅持“質量至上、用戶為先、信譽良好”的宗旨,以優惠的價格,優異的江西九江--角鋼槽鋼H型鋼和完善的服務來滿足廣大用戶的需求。依靠創新和優良的品質,出優異產品,創優異效益,與您共創美好燦爛的明天!
江西九江 h型鋼 合金結構鋼熱軋厚鋼板標準狀態:現行實施日期:頒布部門:技術監督局內容簡介:本標準規定了合金結構鋼熱軋厚鋼板的尺寸外形、技術要求、試驗方法、檢驗規則、包裝、標志及質量證明書等。本標準適用于厚度大于4~30mm的合金結構鋼熱軋鋼板。2.1.1用于切割下料的鋼板應經質量部門檢查驗收合格,其各項指標滿足規范的相應規定。2.1.2鋼板在下料前應檢查鋼板的牌號、厚度和表面質量,如鋼材的表面出現蝕點深度超過國標鋼板負偏差的部位不準用于產品。
小面積的點蝕在不減薄設計厚度的情況下,可以采用焊補打磨直至合格。2.1.3在下料時必須核對鋼板的牌號、規格和表面質量情況,在確認無疑后才可下料。2.2施工設備及工具:2.2.1切割下料設備主要包括數控火焰切割機、數控等離子切割機、直條切割機、半自動切割機等。
在氣割前,先檢查整個氣割系統的設備和工具全部運轉正常,并確保的條件下才能運行,而且在氣割過程中應注意保持。2.2.3檢測及標識工具分別為:鋼尺、卷尺、石筆、記號筆等。3.切割操作工藝:3.1在進行自動切割時,吊鋼板至氣割平臺上,應調整鋼板單邊兩端頭與導軌的距離差在5mm范圍內。3.2根據自動切割及半自動切割方式的不同,調整各把割的距離,確定后拖量,并考慮割縫補償;在切割過程中,割傾角的大小和方向主要以鋼板厚度而定,割嘴傾角與割件厚度的關系及切割余量如下表所示:割嘴傾角與割件厚度的關系割件厚度<10≥10傾角方向后傾垂直傾角度數10°-15°0°鋼板切割余量表切割方式材。
數控火焰切割機根據板厚調整切割參數,切割參數包括割嘴型號、氧氣壓力、切割速度和預熱火焰的能量等,工藝參數的選擇主要根據氣割機械的類型和可切割的鋼板厚度,對未割過的鋼板,應試割同類鋼板,確定切割參數,同時檢查割咀氣通暢性。在進行半自動切割時,應將導軌放在被切割鋼板的平面上,然后將切割機輕放在導軌上。使有割炬的一側面向操縱者,根據鋼板的厚度選用割嘴,調整切割直度和切割速度。3.4氣割前去除鋼材表面的污垢,油脂,并在下面留出一定的空間,以利于熔渣的吹出。
在江西省九江市采購津西Q345B低合金h型鋼工期快請認準一名鋼鐵集團有限公司(九江分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:楊經理-15802234444,QQ:1114015854,地址:北辰區韓家墅鋼材市場)。






