以下是:新疆克拉瑪依市新余耐磨400耐磨板保證低價格的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 NM400耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 范圍 新余耐磨400耐磨板保證低價格供應范圍覆蓋新疆、烏魯木齊市、克拉瑪依市、伊犁市等區域。 【龍澤】持續拓展產品矩陣,現有烏魯木齊耐磨板物流配送、伊犁耐磨板免費寄樣等,滿足不同場景需求。新余耐磨400耐磨板保證低價格,龍澤鋼材(克拉瑪依市分公司)sdlz965-3為您提供新余耐磨400耐磨板保證低價格的資訊,聯系人:王經理,電話:【13676381400】、【13676381400】,供應服務范圍覆蓋新疆、烏魯木齊市、克拉瑪依市、伊犁市。 新疆維吾爾自治區,克拉瑪依市 克拉瑪依市擁有眾多旅游景點,世界魔鬼城曾被評選為“中國瑰麗的雅丹”和“中國值得外國人去的50個地方之一”。2011年,克拉瑪依市獲得“全國文明城市”榮譽稱號。2017年,克拉瑪依市入選為第五屆全國文明城市。2017年,中國地級市小康指數排名第14。2018年11月,入選中國城市小康指數前100名。
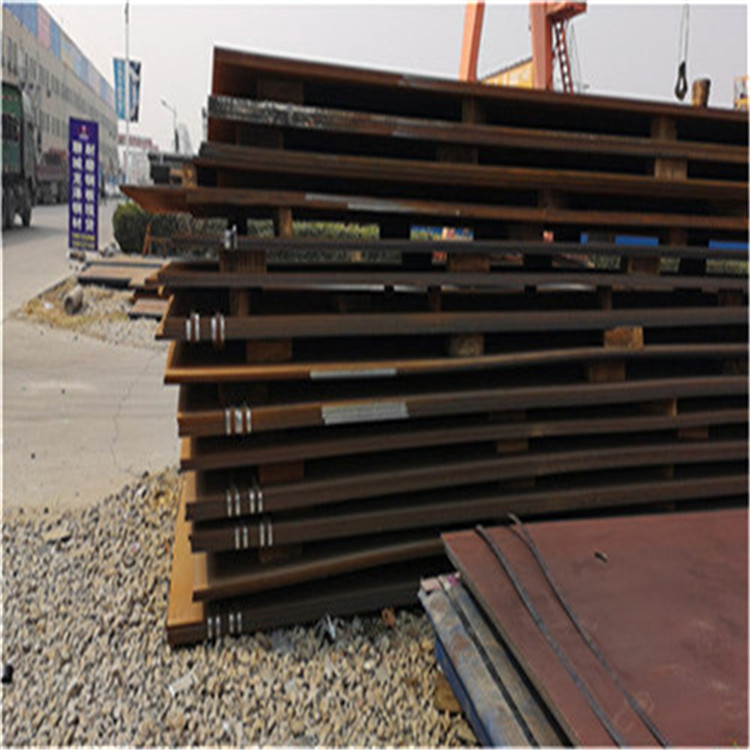
我們精心制作的新余耐磨400耐磨板保證低價格產品視頻已經準備就緒,【解鎖新品!】新余耐磨400耐磨板保證低價格產品視頻,帶你穿越新品體驗之旅!以下是:新疆克拉瑪依新余耐磨400耐磨板保證低價格的圖文介紹新疆克拉瑪依龍澤鋼材有限公司專業從事 耐磨板的生產和制造。公司生產基地位于匯通國際金屬物流園A區304室,公司產品研發實力雄厚,生產設備齊全。公司主要產品包括: 耐磨板。秉承客戶至上,以誠為本,以信待人的經營理念,追求產品的高質量、高技術以及服務的率、高水準是我們永遠的目標!
復合耐磨板在進行加工制作的時候,對于其外觀的工藝主要是采用多層噴涂手法。因為這類工藝相對來說會比較,而且在外觀質量上更具有耐腐蝕性、耐候性等特點,同時還能有效的延長其使用的時長,更好地發揮材料的作用。 復合耐磨板在進行加工制作的時候,對于其外觀的工藝主要是采用多層噴涂手法。因為這類工藝相對來說會比較從制作流程上來看,多層噴涂工藝制作的主要步驟是行復合耐磨板的底漆涂層,然后再進行面漆涂層,然后是進行罩光漆涂層處理,后是進行相應的耐磨板外觀固化效果處理。 復合耐磨板在進行加工制作的時候,對于其外觀的工藝主要是采用多層噴涂手法。因為這類工藝相對來說會比較底漆涂層即進行復合耐磨板底材封閉的底漆裝飾。這一層作為內在的裝飾工藝,主要是為了進一步涂飾時的涂層抗滲透的強度。 通過有效的底層涂漆對復合耐磨板進行首層保護。這樣一來既可以材料的表面效果,是的進一步的涂飾效果具有良好的均勻性,又可以面漆材料和金屬板的附著效果。一般底漆的厚度控制在5-10微米左右。復合耐磨板在進行加工制作的時候,對于其外觀的工藝主要是采用多層噴涂手法。
(2)在纖維增強復合耐磨板面上彈線并標出自攻螺釘固定點,同時預鉆凹孔(預鉆孔直徑比自攻螺釘頭大1mm~2mm,孔深1mm~2mm)。自攻螺釘距離板邊15mm,距離板角50mm,自攻螺釘之間的間距在200mm~250mm左右。(3)隔墻鋪板時,一般采用縱向鋪設的方法,將耐磨板的長邊固定在豎龍骨上;兩塊兒板材在對接時要自然的進行靠近,不能強壓就位;墻體兩面的接縫應相互錯開,兩塊兒板子的接縫不能落在同一根龍骨之上。 (4)對復合耐磨板進行固定時,板材與龍骨之間應作預鉆孔,孔徑比自攻螺釘直徑小1mm,耐磨板常用自攻螺釘固定,固定時應從板的中間部向周邊固定,所有螺釘頭均應沉入板面1mm。(5)安裝門窗周圍的復合耐磨板時,板縫不能落在與地面水平和垂直框龍骨上,以避免門窗的經常開關產生振動而造成板縫開裂。 磨削好壞決定在于磨削液。耐磨板磨削時產生大量鎢鴣,金剛砂輪粉,不及時沖洗表面及清洗砂輪氣孔,造成表面研磨無法磨出光潔度,沒有足夠冷卻也會燒鋼板。磨齒機構對磨齒影響。雙金屬耐磨板磨齒好壞在于機型結構及裝配,目前市場大約二類機型:一類是德國浮爾墨類型。 該類型采用立式磨銷,優點全部采用液壓無級運動,全部進給系統采用V型導軌及滾珠絲桿工作,磨頭或大臂采用進刀緩進,退刀快退,夾片油缸調節心,支片靈活可靠,拔齒準確定位,雙金屬耐磨板定位心牢固自動定心,任意?。
缺點:切割質量不能保證、勞動強度高。機械切割直線:30型、直條切割復合耐磨板。曲線:仿型、割圓。立體:H型鋼端面切割、各種坡口切割。光電切割原理:用光電頭掃描圖形,再轉換成電信 驅動電機,切出相應零件。 優點:操作簡單。缺點:精度不高,圖紙要求高,不能切出銳角。數控切割原理:采用程序方法來編制圖形,全自動加工出相應的復合耐磨板。優點:能切任何復雜鋼板,切割精度高,利用套料能明顯板材利用率。缺點:操作有一定要求,維修有難度。 對碳化鉻耐磨板的切割加工,可以說,站產品中的關鍵產品之一,所以,希望大家在這一個上,有認識和了解,并同時,可以來增加自己這方面的知識,而不是一直停止不前,在其學習道路上,從而,影響到該產品的學程,以及對知識的掌握和運用。 在碳化鉻耐磨板切割加工中,是行鋼板加工還是行鋼板切割。在碳化鉻耐磨板切割加工中,是行加工加工,而不是行鋼板切割,因為,鋼板是在下料和劃線后,才來進行切割工作的,所以,才會有這一的。
在新疆克拉瑪依市采購新余耐磨400耐磨板保證低價格請認準龍澤鋼材(克拉瑪依市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋新疆 克拉瑪依市 烏魯木齊市、伊犁市 ,讓您購買到更加實惠、更加可靠的產品。(聯系人:王經理-【13676381400】)。