

以下是:pvc雙壁波紋管多少錢一根的產品參數
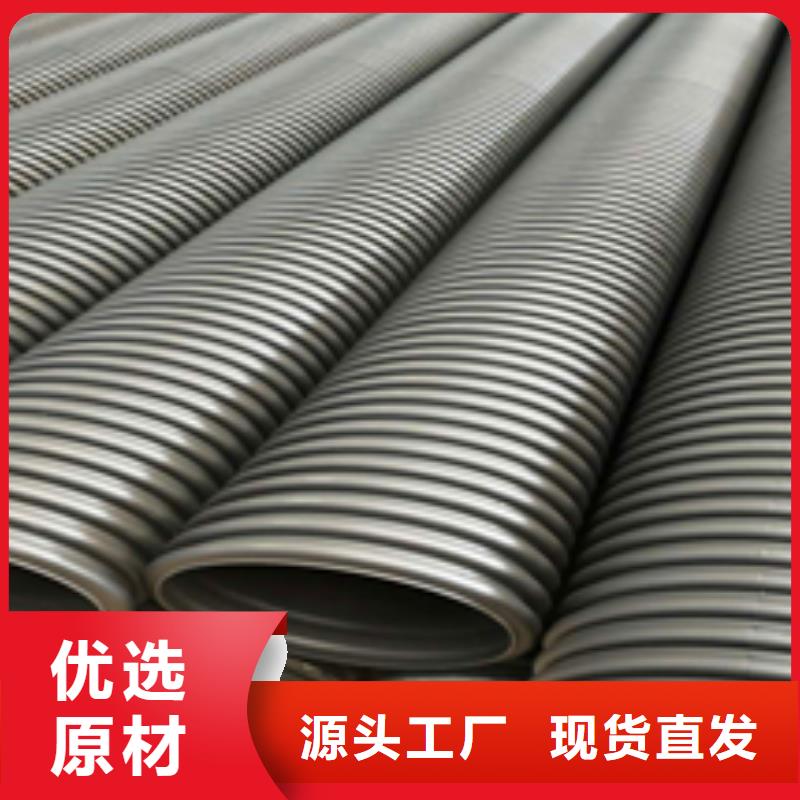
產品參數 產品價格 17 發貨期限 電議 供貨總量 電議 運費說明 電議 規格 300 長度 6米 產地 河北雄縣 顏色 黑色 厚度 2.3 供貨地 全國 用途 排污管 使用溫度 50度 形狀 波紋 名稱 雙壁波紋管 材質 HDPE 在山東省萊蕪市采買pvc雙壁波紋管多少錢一根到萬通塑膠制品有限公司(萊蕪分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-13832213589,QQ:3098278448,地址:《昝崗鎮工業區》。 山東省,萊蕪市 萊蕪市,古稱“嬴、牟”,別名鳳城,為山東省轄原地級市(2019年1月正式撤銷),位于地處山東省中部,泰山東麓,北鄰濟南市章丘區,東臨淄博市博山區、沂源縣,南臨泰安市的新泰市,西鄰泰安市岱岳區;地形為南緩北陡、向北突出的半圓形盆地;屬于溫帶季風氣候,四季分明;總面積2246.21平方千米,原轄2個市轄區;2017年常住人口137.6萬人。
想要了解pvc雙壁波紋管多少錢一根產品的魅力嗎?我們為您準備了詳盡的產品視頻,讓您輕松掌握產品的各項功能和特點。請您不要錯過,快來觀看吧!以下是:pvc雙壁波紋管多少錢一根的圖文介紹山東萊蕪PE給水管山東萊蕪PE給水管的圖文介紹
專業廠家今日新品
三、切削:切削所焊管段、管件端面雜質和氧化層,保證兩對接端面平整、光潔、無雜質。1.將機架打開,放入銑,鎖緊旋鈕,將銑固定在機架上。啟動泵站時,應在方向控制手柄處于中位時進行,嚴禁在高壓下啟動。2.啟動銑,閉合夾具,對管子管件的端面進行切削。
3.當形成連續的切削時,降壓,打開夾具,關閉銑。此過程一定要按照先降壓,在打開夾具,后關閉銑的順序進行。4.取下銑,閉合夾具,檢查PE管兩端的間隙(間隙量不得大于0.3mm)。從機架上取下銑時,應避免銑與端面碰撞,如已發生需要重新銑削;銑削好的端面不要用手摸或被油污等污染。
四、對中1.檢查PE管的同軸度(其大錯邊量為管壁厚的10%)。當兩端面的間隙與錯邊量不能滿足要求時,應對待焊件重新夾持,銑削,合格后方可進行下一步操作。五、加熱1.檢查加熱板的溫度是否適宜210℃~230℃,以兩端面熔融長度為1~2mm為宜。
2.加熱板的紅指示燈應為亮或閃爍。從加熱板上的紅指示燈次亮起后,在等10min使用,以使整個加熱板的溫度均勻。3.測試系統的拖動壓力P0并記錄。每個焊口的拖動壓力都需測定;當拖動壓力過大時,可采用墊短管等方法解決。
4.將溫度適宜的加熱板置于機架上,閉合夾具,并設定系統壓力P1。P1=P0+接縫壓力5.待PE管(管件)間的凸起均勻,且高度達到要求時,將壓力降至近似拖動壓力,同時按下吸熱計時按鈕,開始記錄吸熱時間。P2=P0+吸熱壓力(吸熱壓力幾乎為零)六、切換1.將加熱板拿開,迅速讓兩熱熔端面相粘并加壓,為保證熔融對接質量,切換周期越短越好。
2.達到吸熱時間后,迅速打開機具,取下加熱板。取加熱板時,應避免與熔融的端面發生碰撞;若已發生,應在已溶化的端面徹底冷卻后,重新開始整個熔接過程。七、熱熔對接1.使焊接的關鍵,對接過程應始終處于熔融壓力下進行,卷邊寬度以1~2mm為宜。
01
山東萊蕪PE給水管實體廠家層層檢測不合格不出廠
廠家全年不間斷生產山東萊蕪PE給水管現貨隨訂隨發
可來圖來樣根據您的需求定制山東萊蕪PE給水管
專業山東萊蕪PE給水管售后團隊24H為您解決難題
山東萊蕪萬通塑膠制品有限公司領導秉承做百年企業,樹百年品牌的遠大理想,確立了“誠信、求實、制高”的企業宗旨,對 PE給水管產品進行了長期深入的研究與開發,以先進的技術,為廣大客戶提供滿意的服務。
我們堅信憑借技術優勢,豐富的工程經驗、以及服務大眾的堅定決心,定能在 PE給水管專業領域做出了令人矚目的成績!
選購pvc雙壁波紋管多少錢一根來山東省萊蕪市找萬通塑膠制品有限公司(萊蕪分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-13832213589,{QQ:3098278448},地址:[昝崗鎮工業區]。












