以下是:靠譜的玻璃鱗片膠泥經銷商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 樹脂 產地 河北 規格 齊全 類型 樹脂 顏色 綠色 品牌 萬雄 型號 齊全 可定制 是 您是想要在昌都市類烏齊縣采購高質量的靠譜的玻璃鱗片膠泥經銷商產品嗎?萬雄防腐設備有限公司(類烏齊分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的靠譜的玻璃鱗片膠泥經銷商產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:徐經理-18762195566,QQ:18151371377,地址:《大城縣》。 西藏自治區,昌都市,類烏齊縣 類烏齊,藏語譯音意為“大山”。13世紀中葉,元朝實現了中國的大統一,設置總制院(后改為宣政院)管理全國佛教事務和藏區政教事務。類烏齊地方由嘎斯家族管理。1950年10月18日,中國人民解放軍解放類烏齊。1959年5月,類烏齊宗改為類烏齊縣,并成立縣人民政府。2014年11月,撤銷昌都地區和昌都縣,設立地級昌都市。類烏齊縣屬昌都市管轄。類烏齊縣主要景區有益吉神山、德青頗章神山、色吉雪山、唐代柏林、伊日溫泉、崩勒溶洞、海市蜃樓湖和措嘎瑪神湖等自然景觀;有類烏齊寺(查杰瑪寺)、確雅瑪塔林、古墓葬、馬鹿場等人文景觀。
想知道靠譜的玻璃鱗片膠泥經銷商產品的獨特魅力嗎?我們為您準備的視頻將帶您親身體驗,讓您感受到產品的無限魅力。以下是:靠譜的玻璃鱗片膠泥經銷商的圖文介紹
昌都類烏齊萬雄防腐設備有限公司常年現貨銷售 玻璃鱗片膠泥等。公司以優質產品的質量銷售給廣大的客戶,滿足客戶的生產需要自成立以來始終堅持以 市場為導向、以客戶為中心、以質量為企業命脈、以誠信為治企之本、堅持認真嚴謹的原則穩步進取,不斷發 展壯大,在業界確立了穩固的銷售服務體系,以良好的信譽 、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市,產品深得用戶信賴。
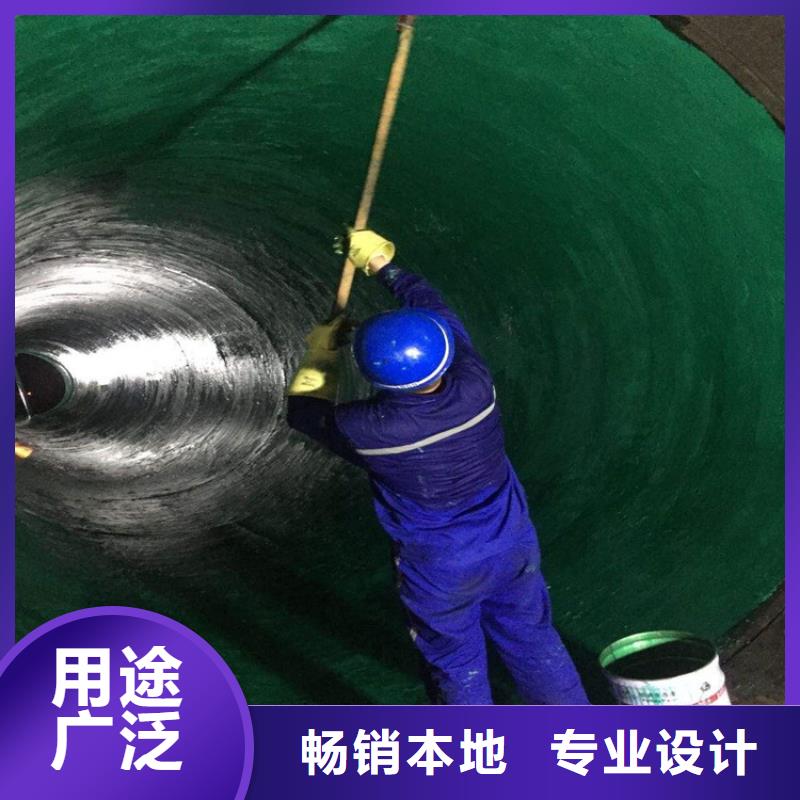
描述: 玻璃鱗片膠泥防腐施工一、施工依據 HG/T 2640-2004《玻璃鱗片襯里施工技術條件》二、施工程序 基體檢查——基體噴砂處理——底漆涂刷—&md 玻璃鱗片膠泥防腐 玻璃鱗片膠泥防腐施工 一、施工依據 HG/T 2640-2004《玻璃鱗片襯里施工技術條件》 二、施工程序 基體檢查——基體噴砂處理——底漆涂刷——膠泥涂抹(分兩遍涂沫,每層厚度約1.0mm)——局部FRP加強(陰陽角等部位)——質量檢測及修補驗收——面漆涂刷 三、施工各環節介紹 1、基體檢查: 主要檢查項目為:①設備結構能否進行鱗片襯里施工(如設備內部的局部結構存在狹小的縫隙,施工工具無法深入其中),②焊縫的打磨,要求焊縫的高度不高于基體0.5mm,且與基體保證平滑過渡,③陰陽角的部位一定要保證拐角部位的圓角半徑R>5mm。 2、噴砂處理 鱗片襯里對基體噴砂處理的要求為Sa2.5級,即要求對金屬基體表面經過噴砂處理后,表面呈現“銀白色”,鋼材表面無可見油脂、污垢、氧化皮、鐵銹、油漆涂層等附著物,任何殘留的痕跡僅是點狀的輕微色斑。 3、底漆涂刷: 噴砂后表面在一個工作輪班(8~12小時)之內或在產生可見的表面銹斑之前上底漆。如果發生表面生銹,生銹區域將根據以上要求重新噴吹。通過刷或滾動上底漆。根據現場環境溫度按照相應的比例在底漆中加入固化劑和促進劑攪拌均勻后使用(注意:促進劑和固化劑嚴禁同時加入,應當先加入促進劑攪拌均勻后再加入固化劑攪拌均勻)。 當以下任何情況存在時不允許上底漆: 工作區域的相對濕度大于85%— 金屬表面的溫度未超過工作區域空氣露點溫度3℃。 — 金屬表面的溫度或工作區域空氣的溫度高于32℃或低于5℃時。— 金屬表面有灰塵、污跡或水分涂刷后的底漆層應當均勻,無漏涂,無明顯的流淌痕跡。
環氧樹脂玻璃鱗片底漆施工方法 脫硫塔本體內部玻璃鱗片防腐,以及部分出口煙道防腐,為此,特編制吸收塔防腐施工方案。 主要涂層結構施工工藝流程 .1脫硫塔防腐普通涂層結構玻璃鱗片施工流程 基體驗收→表面凈化→噴砂處理→刷涂或滾涂底涂一道→干燥→鏝刮膠泥道→檢查修補→鏝刮膠泥第二道→檢查修補 .2脫硫塔防腐玻璃鱗片FRP增強涂層施工流程 基體驗收→表面凈化處理→噴砂處理→刷涂或滾涂底涂一道→干燥→鏝刮玻璃鱗片膠泥道→檢查修補→鏝刮玻璃鱗片膠泥第二道→樹脂襯玻纖布一層→干燥→樹脂襯玻纖布一層→干燥→面層涂裝→終檢查(電火花等)→驗收 .3脫硫塔防腐耐磨玻璃鱗片涂層施工流程 基體驗收→表面凈化處理→噴砂處理→刷涂或滾涂底涂一道→干燥—>鏝刮玻璃鱗片膠泥道→檢查修補→鏝刮玻璃鱗片膠泥第二道→樹脂襯玻纖布一層→干燥→耐磨層一道→干燥→樹脂襯玻纖布一層→耐磨層第二道→干燥→面層涂裝→干燥→終檢查(電火花等)→驗收 、涂層施工前主要標準要求 .1表面準備5.1.1襯里鋼殼的貼襯表面必須平整,結構棱角處必須圓滑過渡,所有需內襯的橫向、縱向焊接連續飽滿,并同相接表面保持平滑。 1.2對需現場防腐的設備,按鋼結構焊接標準的要求進行焊接,并對所有內襯的拐角和邊緣進行打磨。 1.3表面上所有焊渣,采用切削的方式,后打磨至平滑。 1.4所有內、外的加固件、吊環、支撐和夾子都應在內襯施工開始前焊接到容器或管道上。臨時性的夾子或吊環等在施工前必須去除,并且將該區域打磨平滑。鋼殼體完成后,按德不準及圖紙要求進行驗收并交付防腐工作。設備貼襯表面應達到局部平整,拐角處應圓滑過渡。凸角面圓角半徑大于5mm,凹角面應大于10mm.局部(包括焊接縫處)凹凸不平度應小于3mm,且通過打磨后,殼體厚度必須大于設備設計的小厚度。點蝕、裂縫、咬邊、劃痕、鱗皮等表面缺陷必須打磨,在需要的地方通過焊接加以修補,焊接必須打磨得平整、光滑,并且不能夾有夾渣、氣孔。 噴砂施工主要工藝流程 1噴砂施工 1.1砂粒選用粒徑0.5-3.0mm干燥、有菱角的礦砂。 1.2噴砂氣體為0.5-0.8Mpa清潔、干燥的壓縮空氣。 1.3噴嘴選用:耐磨噴嘴。 1.4噴砂作業穿噴砂服,工作前檢查所有管路完好暢通,才可以進行施工作業。 1.5噴砂順序為先難后易,噴槍運行方向和工件表面平行,噴槍工作時與工作面呈一定角度。 2噴砂后清潔 2.1噴砂期間用大功率的防爆軸流風機進行通風除塵。 2.2表面和架板的浮灰、砂粒先用壓縮空氣吹掃清潔。 2.3有油污處用苯乙烯擦干凈。 3工作區域氣候條件控制:T=10~40C??空氣相對濕度(RH)<89%. 各種涂層結構施工規范說明 1常規玻璃鱗片涂層結構(非FRP增強結構)。 1.1底漆施工 1.1.1底漆施工采用滾涂或刷涂,施工過程隨時檢查,流掛、漏涂等現象,用滾筒或刷子趕壓平整或補刷。 1.1.2施工過程中測試濕膜厚度,小于60Um的部位補刷。 1.1.3物料配制: (1)配制比例:漆料:引發劑:促進劑=100:1.5:0.8(重量比)(或根據氣候條件調節) (2)配制方法:用攪拌機先把底漆攪拌均勻,再加入引發劑、固化劑混合攪拌1—2分鐘; (3)專業配料員配料和記錄材料的批號、用量。 1.1.4操作要點: (1)滾涂方式為先由上下左右來回滾動,均布物料。 (2)拐角或者滾筒難以施工的部位刷涂。 (3)濕膜厚度測試每10m2不少于5點,濕膜厚度小于60um部位補涂。 1.1.5工作區域氣候條件控制:(符合標準要求) 1.2層基層鱗片襯里施工 1.2.1施工前的確認事項: (1)濕度高或有結露時必須使用除濕機除濕。 (2)確認刷完底涂后襯里面上是否有粉層或其它異物附著等。如有,必須干凈。 1.2.2襯里材料的調和 (1)配制比例:漆料:引發劑:促進劑=100:1.0:0.5(重量比)(或根據氣候條件調節) (2)調和后用手持攪拌機進行充分的攪拌。 1.2.3襯里施工要領 (1)使用泥抹子與輥筒進行施工,確保厚度平均且達到預期要求。 (2)用輥筒蘸取少理苯乙烯輕輕滾壓涂上的鱗片,調整表面。 (3)確保每層抹的涂層平均濕膜厚度控制在0.4-0.5厘米左右。 1.3層基層鱗片襯里中間檢查 1.3.1外觀檢查 目視,指觸檢查確認無鼓泡,傷痕、流掛痕跡、凹凸不平,硬化不良等缺陷。 1.3.2膜厚檢查 使用磁石式或電磁式厚度計按2m2測一處,確認襯里厚度。 1.3.3對不合格處的處理 (1)厚度不足處必須補足厚度。 (2)凸部,表面傷痕,流掛痕跡,氣泡等處在確保厚度的前提下用砂輪機磨平。 1.4第二層基層鱗片襯里施工(同層類似) 依次類推,確保每道涂層平均濕膜厚度控制在0.4-0.4 m m左右。 1.5面層施工 1.5.1施工前的確認事項 (1)濕度高或有結露時必須使用除濕機除濕; (2)確認前道基層鱗片的硬化狀態。
在昌都市類烏齊縣采購靠譜的玻璃鱗片膠泥經銷商請認準萬雄防腐設備有限公司(類烏齊分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:徐經理-18762195566,QQ:18151371377,地址:大城縣)。








