
以下是:無(wú)縫管省心的選擇的產(chǎn)品參數(shù)無(wú)縫管省心的選擇_豪天鋼管(類烏齊縣分公司),固定電話:【13920961209】,移動(dòng)電話:【13920961209】,聯(lián)系人:王經(jīng)理,北辰開(kāi)發(fā)區(qū)科技工業(yè)園 發(fā)貨到 西藏 昌都市 江達(dá)縣、貢覺(jué)縣、類烏齊縣、丁青縣、察雅縣、八宿縣、左貢縣、芒康縣、洛隆縣、邊壩縣。 西藏自治區(qū),昌都市,類烏齊縣 2019年,類烏齊縣地區(qū)生產(chǎn)總值完成12.32億元,同比增長(zhǎng)8.2%。2018年10月,西藏自治區(qū)人民政府正式批準(zhǔn),類烏齊縣退出貧困縣(區(qū))。
以下是無(wú)縫管省心的選擇的現(xiàn)場(chǎng)實(shí)拍視頻,讓您更好地了解產(chǎn)品的優(yōu)點(diǎn)和特點(diǎn)不容錯(cuò)過(guò)。以下是:無(wú)縫管省心的選擇的圖文介紹
公司為各種用途的客戶提供高性能的產(chǎn)品,誠(chéng)信為本,嚴(yán)謹(jǐn)務(wù)實(shí)、注重服務(wù),致力于為客戶提供優(yōu)良產(chǎn)品。
我們堅(jiān)持品質(zhì)
我們堅(jiān)持優(yōu)質(zhì)原材料
我們堅(jiān)持原料合理配比
我們堅(jiān)持質(zhì)量至上
天津豪天鋼管有限公司生產(chǎn)經(jīng)營(yíng)無(wú)縫管,現(xiàn)有冷拔熱軋生產(chǎn)線,可生產(chǎn)20#、45#、16Mn、35CrMO、42CrMO無(wú)縫管,同時(shí)經(jīng)營(yíng)天津大無(wú)縫、衡陽(yáng)鋼管廠、包頭無(wú)縫鋼管廠的高壓鍋爐用無(wú)縫管、化肥專用管、石油裂化管等。高壓鍋爐管工藝流程
管坯——檢驗(yàn)——?jiǎng)兤ぁ獧z驗(yàn)——加熱——穿孔——酸洗——修磨——潤(rùn)滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗(yàn)——冷軋——去油——切頭——風(fēng)干——內(nèi)拋光——外拋光——檢驗(yàn)——標(biāo)識(shí)——成品包裝
高壓管的主要生產(chǎn)流程:管坯及坯加熱、管坯的穿孔、鋼管的延伸。
高壓管的軋制、鋼管定徑與減徑、鋼管的冷卻和精整或者可以說(shuō)是鋼胚的加熱穿孔熱扎酸洗冷拔碳燒切頭噴標(biāo)包裝成品一種無(wú)縫鋼管的制造方法,其特征在于:設(shè)置將具有多個(gè)軋輥的軋制機(jī)座、以互相不同的軋制方向連續(xù)配置多臺(tái)的芯棒式無(wú)縫管軋機(jī),在這樣的制造生產(chǎn)線上對(duì)無(wú)縫鋼管進(jìn)行軋制后,在多點(diǎn)上測(cè)定軋制后的鋼管圓周方向上的壁厚,根據(jù)其測(cè)定結(jié)果,至少分別控制芯棒式無(wú)縫管軋機(jī)的終軋制機(jī)座上的軋輥各個(gè)軸的兩端位置,以便使壁厚不均達(dá)到小。一般合金管>合金管>合金管>高壓合金管簡(jiǎn)稱無(wú)縫鋼管,用普通碳素鋼、優(yōu)質(zhì)碳素鋼、普通低合金鋼和合金結(jié)構(gòu)鋼制造,用于制作輸送液體管道或制作結(jié)構(gòu)、零件用。高壓管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高壓管承受的壓力范圍較大。通常鋼管長(zhǎng)度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。
生產(chǎn)制造方法 熱軋無(wú)縫管一般在自動(dòng)軋管機(jī)組上生產(chǎn)。實(shí)心管坯經(jīng)檢查并表面缺陷,截成所需長(zhǎng)度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機(jī)上穿孔。在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動(dòng)軋管機(jī)上繼續(xù)軋制。后經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋無(wú)縫鋼管是較先進(jìn)的方法。
若欲獲得尺寸更小和質(zhì)量更好的無(wú)縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機(jī)上進(jìn)行,鋼管在變斷面圓孔槽和不動(dòng)的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi),穿孔棒與擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的模孔中擠出。此法可生產(chǎn)直徑較小的鋼管。
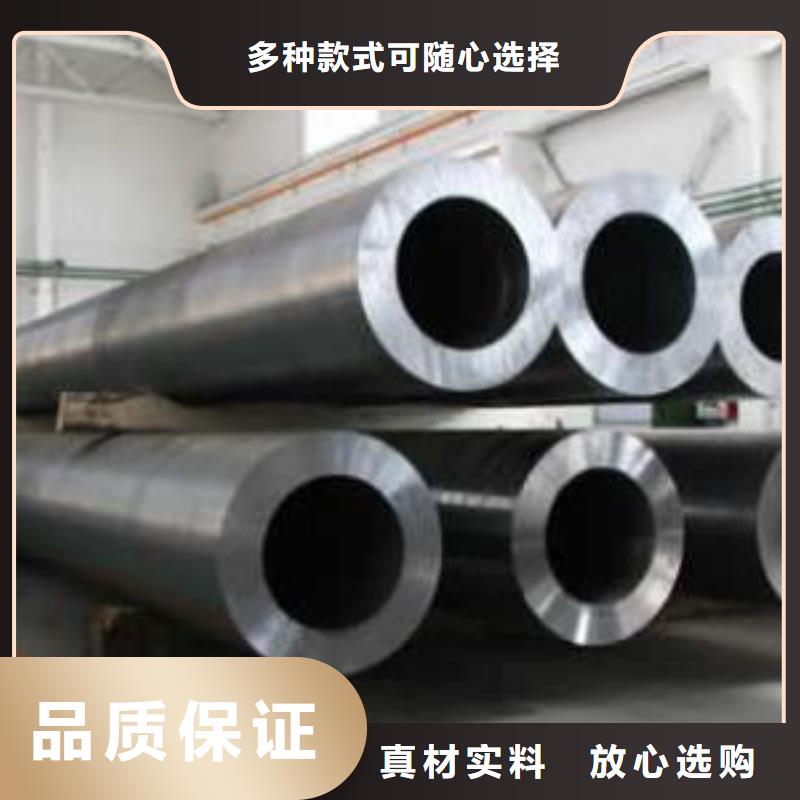
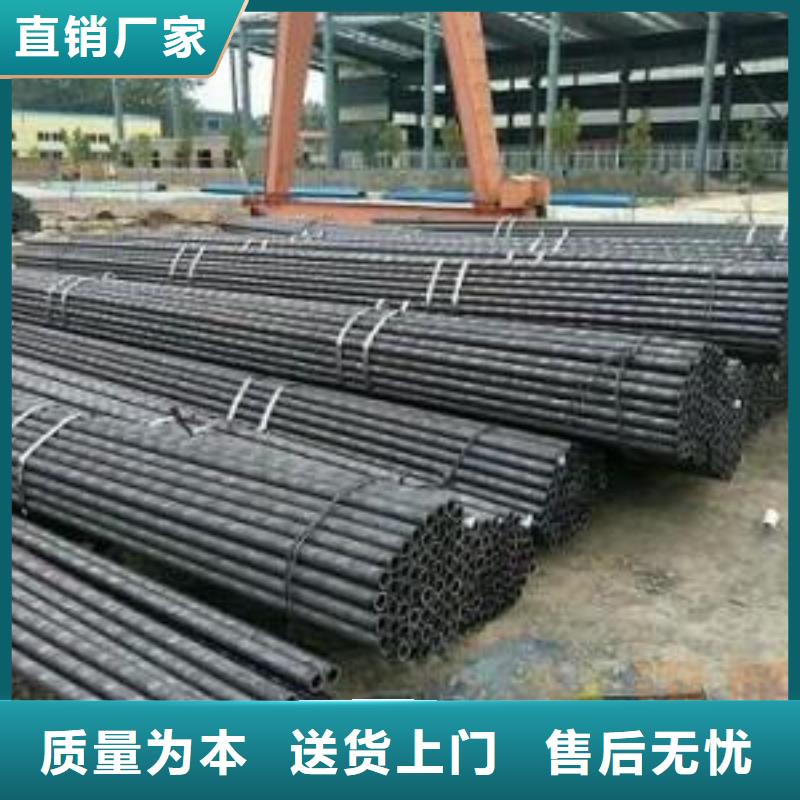
公司主營(yíng)天津、衡陽(yáng)、寶鋼、冶鋼等無(wú)縫鋼管廠生產(chǎn)的流體管、結(jié)構(gòu)管、化肥專用管、石油裂化管、合金管等產(chǎn)品,保證質(zhì)量?jī)r(jià)格低廉。 無(wú)縫管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。無(wú)縫鋼管在我國(guó)鋼管業(yè)中具有重要的地位。據(jù)不完全統(tǒng)計(jì),我國(guó)現(xiàn)有無(wú)縫管生產(chǎn)企業(yè)約240多家,無(wú)縫鋼管機(jī)組約250多套,年產(chǎn)能力約450多萬(wàn)噸。從口徑看,<φ76的,占35%,<φ159-650的,占25%。從品種看,一般用途管190萬(wàn)噸,占54%;石油管76萬(wàn)噸,占5.7%;液壓支柱、精密管15萬(wàn)噸,占4.3%;不銹管、軸承管、汽車管共5萬(wàn)噸,占1.4%。 軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問(wèn)題,將被探測(cè)出。鋼管質(zhì)檢后還要通過(guò)嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。并由吊車吊入倉(cāng)庫(kù)中。 無(wú)縫鋼管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。 無(wú)縫鋼管按生產(chǎn)方法可分為熱軋無(wú)縫鋼管和冷軋(撥)無(wú)縫鋼管兩大類。 熱軋無(wú)縫鋼管分一般鋼管,低中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質(zhì)鋼管和其它鋼管等。 頭屯河區(qū)北站公路鑫興達(dá)業(yè)鋼材經(jīng)營(yíng)部是無(wú)縫鋼管、無(wú)縫方管,合金管,高壓鍋爐管,不銹鋼管,不銹鋼板,銷售供應(yīng)中心。常年銷售各大廠家生產(chǎn)的無(wú)縫管,以經(jīng)營(yíng)特殊厚壁鋼管及合金管為主。
從機(jī)理看,一般認(rèn)為無(wú)縫鋼管坯中的非金屬夾雜物會(huì)破壞45#結(jié)構(gòu)鋼管的連續(xù)性和致密性,嚴(yán)重的夾雜甚至在45#結(jié)構(gòu)鋼管內(nèi)部產(chǎn)生分層現(xiàn)象。另一種認(rèn)為是氫致裂紋,即由于鋼中氫聚集造成金屬內(nèi)部氣體分壓過(guò)高,在圓管坯內(nèi)形成白點(diǎn),在軋制過(guò)程中裂紋發(fā)生擴(kuò)展,終形成分層缺陷。此外,二輥斜軋穿孔的不均勻變形產(chǎn)生的應(yīng)力超過(guò)塑性強(qiáng)度也會(huì)造成分層。
在冶煉控制嚴(yán)格的情況下,多出現(xiàn)第三種情況,其控制措施為:
1、提高45#結(jié)構(gòu)鋼管的塑韌性
提高鋼水的潔凈度,減少有害夾雜;增加連鑄坯等軸晶比例,減少中心偏析和中心疏松;采用合理的冷卻制度,避免鑄坯內(nèi)部出現(xiàn)內(nèi)裂紋;對(duì)下線鑄坯或連軋坯采取緩冷工藝,減少內(nèi)部應(yīng)力,從而保證管坯和成品45#結(jié)構(gòu)鋼管的組織和力學(xué)性能滿足技術(shù)標(biāo)準(zhǔn)要求。
2、合理控制加熱溫度
通過(guò)測(cè)定熱塑性曲線,選擇的加熱溫度。管坯加熱還要注意有足夠的保溫時(shí)間,以降低變形抗力和提高45#結(jié)構(gòu)鋼管塑韌性。
3、降低軋輥轉(zhuǎn)速
軋輥轉(zhuǎn)速是穿孔工藝的關(guān)鍵參數(shù),軋輥轉(zhuǎn)速由低向高變化過(guò)程中,存在一個(gè)開(kāi)始出現(xiàn)分層的臨界軋輥轉(zhuǎn)速。軋輥轉(zhuǎn)速較低時(shí),管坯容易形成孔腔;軋輥轉(zhuǎn)速較高時(shí),管坯和45#結(jié)構(gòu)鋼管容易形成分層缺陷。為了管坯和45#結(jié)構(gòu)鋼管分層缺陷,應(yīng)把軋輥轉(zhuǎn)速降低到開(kāi)始出現(xiàn)分層的臨界軋輥轉(zhuǎn)速以下
點(diǎn)擊查看豪天鋼管(類烏齊縣分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
選購(gòu)無(wú)縫管省心的選擇來(lái)昌都市類烏齊縣找豪天鋼管(類烏齊縣分公司),我們是廠家直銷,產(chǎn)品型號(hào)齊全,確保您購(gòu)買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:王經(jīng)理-【13920961209】,地址:[北辰開(kāi)發(fā)區(qū)科技工業(yè)園]。
縫管省心的選擇")
縫管省心的選擇")
縫管省心的選擇")
縫管省心的選擇")
縫管省心的選擇")
縫管省心的選擇")
縫管省心的選擇")
縫管省心的選擇")
縫管省心的選擇")